ステンレスは難削材とも言われていますが、使用するエンドミルのリード角を変えるだけで削りやすくなったりします。
リード角ってなにや?
「リード角」とは、エンドミルの刃のねじれ角度のことです。
エンドミルってメーカーごとに色々な種類のものが販売されているんですけど、リード角が違います。
リード角が違う理由は、目的とする加工物によって最適な角度のものを使い分けするため。
とりわけ、ステンレスの加工をする時にリード角が重要だと言われているんです。
ステンレス素材の加工で起こりやすい加工硬化、工具の焼け付きを防ぐために切削抵抗を減らせるエンドミルを使用したいのですが、この切削抵抗を左右する要素の1つが、エンドミルのねじれ角度(リード角度)なんです。
ステンレスの加工におススメのエンドミルは強ねじれ角のエンドミル
エンドミルの刃にはねじれ角(リード角とも言う)が0°~60°まで色々とありますが、ステンレス加工で第一に選択するのは強ねじれ角のエンドミルです。
JIS規格では40°以上のねじれ角のものを強ねじれとされます。
エンドミルのねじれ角が強い(大きい)と、刃物の切れ味が良くなります。
理屈はありますけど、イメージ的にも何となくわかりません?
刃物を立てて削るより、少しねかせてシュッとした方が切れる感じが。
同じ条件で同じ量の切り込みをするならば、エンドミルのねじれ角を大きくすることで、ねじれ角が小さいものよりも切りくずが薄くなり、切りくずの排出性も向上する。
つまりは切削抵抗が小さくなることであり、ステンレス加工で発生する加工熱の発生を抑えることができます。
こうことが、強ねじれ角のエンドミルを選ぶ理由になります。
ステンレスに限らず、荒加工に使用するラフィングエンドミルも、ねじれ角の違うものが用意されていたりします。
切削抵抗を減らしたいんだという場合は、ねじれ角が大きいものを選んで使ってみてください。
強ねじれ角エンドミルを使う時のデメリット
ねじれ角が大きいと切削抵抗が小さくなるというメリットにより、ステンレス加工に適していると言えるわけですが、全てのステンレス加工に推奨されるわけではありません。
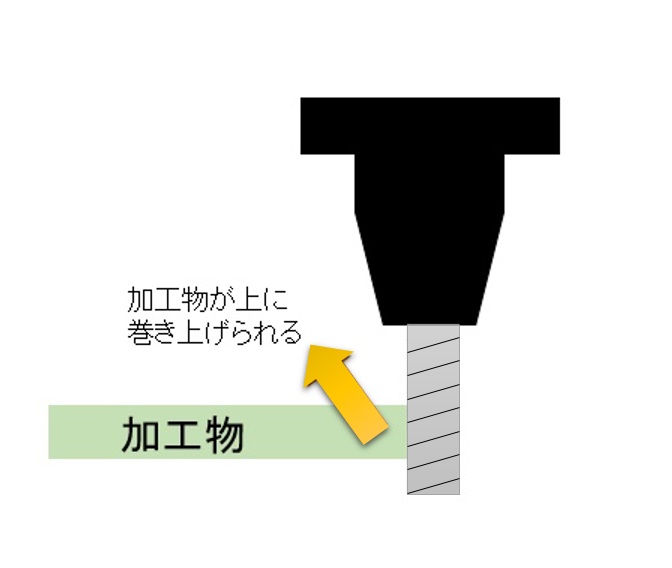
エンドミルのねじれ角が大きいということはエンドミルの回転によって、軸方向に加工物を巻き上げる力が大きくなるということです。(※右巻きのエンドミルにおいて)
特に肉厚が薄い加工物だとビビリが強く出てしまいますし、場合によっては加工物が変形してしまってモノにならないこともあります。
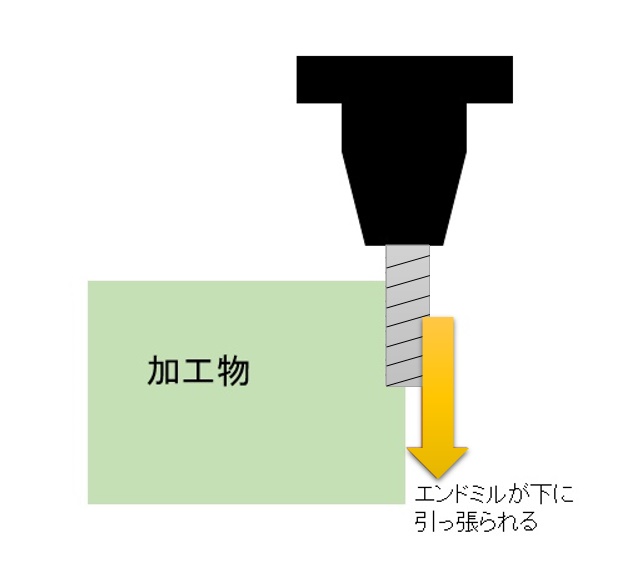
あるいは、加工物が大きくてしっかりしたものだと、逆にエンドミルがホルダーから引き抜かれる力が大きくなるとも言えます。
なので、Z方向の加工寸法公差がある場合は、仕上げシロにいつもよりも少し余裕をみておくことが望ましいと思います。
そしてもう1つ、強ねじれエンドミルを使う場合は”うねり”の発生に注意しないといけません。
ねじれ角が大きいと切削抵抗が小さくなるので、ビビリが発生しにくく面粗度も上がります。
だけど、刃物がねているということは、外周刃の長さも長くなりますので1回の切削で刃物が加工物に当たるタイミングのズレが大きくなります。
これによって、深い溝加工などをすると壁にうねり(波打ち)が出来てしまうことがあるので、仕上げ加工はねじれ角が緩いエンドミルを使用することをおススメします。
加工物がビビッてどうしようも無い時の対策については別記事を参照してください。
ステンレス加工に使うおススメのエンドミルのまとめ
エンドミルの素材は超硬が主流になってきています。
高速回転で切削することも多くなってきていますし、超硬エンドミルの価格もずいぶんと安くなっています。
メーカーによって切削性の違いはあるかもしれませんが、それは使用している機械や切削油などの条件によっても適しているものが変わる可能性もあります。
とりあえずはステンレス専用のエンドミルを選択し、なおかつリード角が大きいものを選び、仕上げはいつも通りのエンドミルで加工してみてください。