ちょっとこんな部品が欲しいなぁと図面を描いてみた。
自力で何とか作ってみたけど、上手く使えない。
仕方が無いのでプロの町工場に依頼して作ってもらった。
それでもやっぱり組みつけられない!!
あの加工会社はダメやな!!!
と憤慨していませんか?
本当はあなたの描いた図面がダメなのに・・・
というようなことはよくあります。
ウソではないです(経験上)
部品加工に失敗してしまうベスト5に入るのが、寸法公差の問題であって設計上0.01mmの単位の寸法管理が必要な部分を見逃しているケースです。
よくある0.01mmの寸法管理が必要になる部分に“はめあい”がある。
例えば、下図のような右側のブロックを左側のコの字型の溝に入れる時のAとBの寸法差。
A = 10.00mm
B = 10.00mm
これだと絶対に手で押し込んでも入らない。
ハンマーで叩き込めば入るかもしれませんが、ブロックが抜けなくなるし母材が変形することだってある。
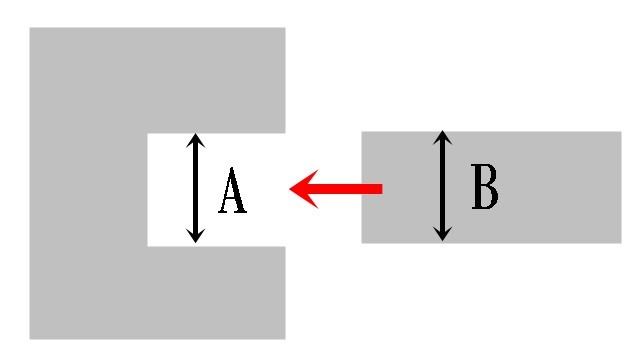
スムーズにブロックを抜き差ししようと思うならば
A = 10.02~10.04mm
B = 9.98~10.00mm
とすればよい。
ほんのわずか1mm以下のことなのに、全く違う。
部品加工を仕事にする人も、ものづくりが趣味な人も良いものを作るならばやっぱり0.01mmレベルの寸法管理が必要です。
しかし、0.01mmレベルにもなるとその測定はノギスで行うわけにはいきません。
やはりマイクロメーターを使う必要がありますね。
ここでは、ものづくりに関わる人なら絶対に使うマイクロメーターの使い方を簡単に説明しよう。
マイクロメーターの種類
市販されているマイクロメーターにはいくつかの種類があります。
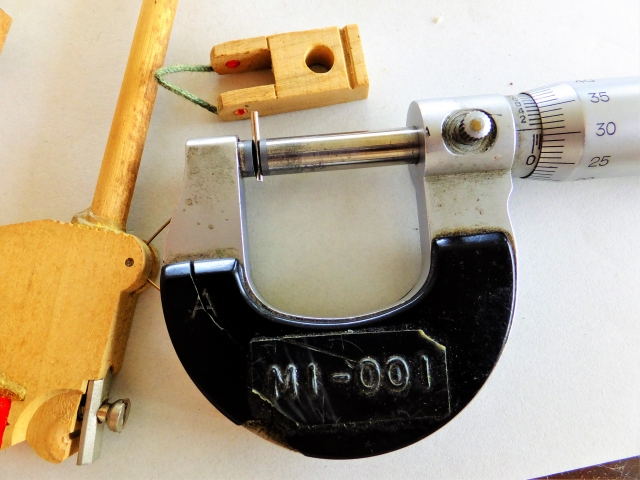
最もオーソドックスなタイプはこれ。
見よ!この使い古し感。
町工場の人間は最低1日1回、マイクロメーターを触る。

中には①と②の部分がディスク状になっているものや、針状、球状になっているものなどがあり、測定したい対象物の形状に合わせて使い分けをしています。
また、マイクロメーターは0~25mmまで、25mm~50mmまでというように、測定したい寸法範囲によって使い分けをしないといけないので、小さなものから大きなものまで幅広く対応しようと思うと複数の種類のマイクロメーターを買い揃えておかないといけない。
また、写真のものはアナログ式のマイクロメーターですがデジタル表示させるタイプもあります。
※RSコンポーネンツではマイクロメーターを多数取扱っています。
もっとマイクロメーターの種類を見てみたいという方は参考になりますよ。
マイクロメーターの目盛りの読み方
マイクロメーターを使うとき、目盛りが読めないと宝の持ち腐れです。
最近はデジタルノギスとかデジタルマイクロのように、測定した数字がデジタル表示されるタイプもありますが、やっぱりアナログ式の目盛りも読めたほうが良いに決まっています。
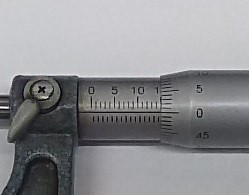
では具体的に目盛りごとの数字を示してみる。

わずかな目盛りの差ですが、寸法は左から15.00mm、14.99mm、15.02mmとなっている。
寸法は縦方向の目盛りと、横方向の目盛りがバッチリ合うところを読み取ります。
この数字の読み取りで知っておかないといけないのが、各目盛りの単位。
マイクロメーターのスリーブと呼ばれる軸部分の1目盛りが1mmです。
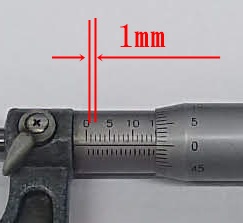
そして、シンブルと呼ばれるくるくると回す部分の目盛りは1目盛り0.01mmを示します。
シンブルをくるくる回せばスリーブの目盛りが移動します。
シンブルには1周で50目盛り振られていて、1目盛りが0.01mmですからシンブルを1回転すると0.01mm x 50 = 0.5mm、2回転させると1mmということになりますね。
シンブルを2回転すると、スリーブの目盛りは1目盛り進む。
つまり、まずスリーブにある縦方向の目盛りで1mm単位の寸法を確認し、次にシンブルにある横方向の目盛りをみて0.01mm単位の寸法を確定します。
シンブルの回転に注意する
素人で最も間違えやすいのが、0.5mm刻みの寸法読み間違いです。
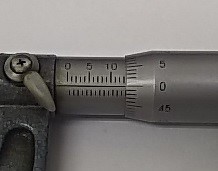
例えば
これは15.00mmを示しています。
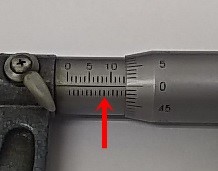
一方
これは14.50mmを示しています。
よく見ればすぐ分かるのですが、シンブルにある横方向の目盛りの数字がいずれも「0(ゼロ)」ですので、14.50mmなのに15.00mmと勘違いしたり、その逆だったりすることが素人さんではよくある。
気をつけよう。
0.5mmかそうでないかの確認は、スリーブにある縦方向の目盛りの下方の目盛りと合っているかを確認すると良い。
実際にマイクロメーターのシンブルをくるくる回してみるとわかります。
マイクロメーターのゼロ点補正
マイクロメーターもモノである限り、使っていると誤差が出てくる事もある。
それはどんなに有名メーカーのものであっても言えることです。
なので、時々マイクロメーターに誤差が出ていないかメンテナンスしておくことをおススメします。
マイクロメーターを購入すると補正用のゲージが付いています。
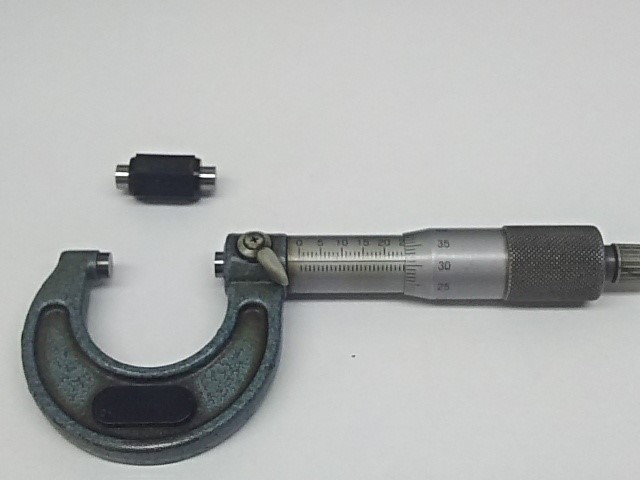
そして、目盛り補正するためのスパナも付いています。

実際にゼロ点補正をする方法は、付属のゲージを測ってみます。
あるいは、小さいサイズのマイクロメーター(0.00~25.00mm用)の場合は、目盛りを0.00に合わせてみて “くるい” が無いか見ればよい。
マイクロメーターにはスパナを引っ掛ける穴があるので、もしも、目盛りが0.00になっていない場合は付属のスパナで調整します。


※こちらの動画が参考になりますよ。
アナログ式のマイクロメーターならば、中古品が安く購入できたりもしますがシンブルの回転が重くなっていることもあります。
おそらく、中で油が癒着してしまっていたりするのかもしれません。
一応、自分で分解して掃除することも可能ですがゼロ点補正とはわけが違うので、あくまでも自己責任でお願いします。
マイクロメーターでの測定で “回し過ぎ” にご注意!!
マイクロメーターで寸法を測る時、初めて使う人がやりがちなことが回るところまで力一杯回しちゃうということ。
これはダメ。
マイクロメーターには、シンブルと呼ばれる横方向の目盛りがついた軸を回して測定するわけですが、その先端にラチェットと呼ばれる軸もついています。

測定するときは、まず軽くシンブルを止まるところまで回します。
そのまま、グッと力を入れるとシンブルは回りますが、これをすると正確な測定ができません。
なので、シンブルを軽く回して止まったら、最後の締め込みはラチェットをカチカチと2~3回まわして測定するのです。
アナログ式の場合、最終的には目分量で読むこともありますが、まずは操作に慣れるように色々なものを測定してみてください。
練習にはブロックゲージを測定するとよいでしょう。