部品加工図に記載されている幾何公差で”同軸度”と”同心度”の違いを工場の部下や後輩に説明しようと思ったところで、あれ?となっていませんか?
数年以上の加工経験者ですら、普段の加工では、なんとな~く感覚で・・・という人も多いはず。
この際、同軸度と同心度についてしっかり把握しておきましょう!
同軸度と同心度の記号は同じ
同軸度と同心度を表す幾何公差の記号は両方とも◎で示します。
なので、普段の加工図面では特別意識することが無いんですよね。
じゃあ、なんで同じ◎の記号を使うのかと言うと、結論は最終的な意味は同じになるからです。
でも、同軸度と同心度の言葉の使い分けが必要になるんですよね。
その理由について次に書いていきます。
同軸度は軸を横から見た場合のズレ
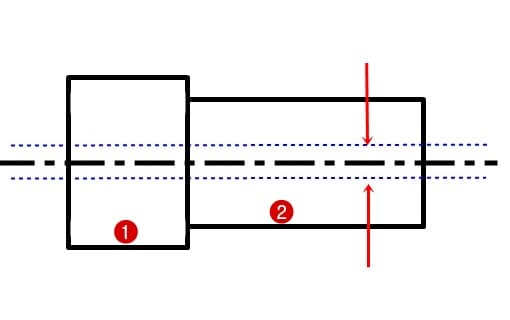
同軸度というのは、軸を横から見た時に2つの軸がどれだけズレているかを示すものです。
上の図にあるように1と2のそれぞれの軸がどれだけズレているかです。
青色の点線の幅だけはズレOKですよという感じになり、例えば、同軸度0.05と記載されていれば、青色の点線の幅が0.05ということになります。
同心度は軸を端面から見た場合の中心点のズレ
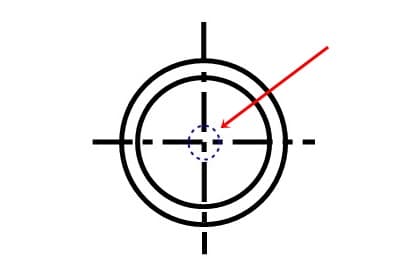
同心度は軸の端面から見た時に2つの軸の中心がどれだけズレているかを示すものです。
例えば、同芯度0.05と記載されている場合ならば、上の図の青色の点線がΦ0.05になり、この中に2つの軸の中心点が収まっていないといけないということになります。
結論:同軸度と同心度の意味は同じ
ここまで読んで気づいている人も多いかと思いますけど、同軸度と同心度それぞれの違いは基準となるのが点なのか軸なのかということだけです。
結果的には2つの軸がどれだけズレているかという意味では同じなんですよね。
だから同じ◎で表記するんです。
加工で同軸度、同芯度を確保するためには
実際に部品加工をするときに、同軸保証ができないとか同心保証ができないというのはどんな時でしょうか?
軸ブレが起こる理由は様々ですが、多いのは加工工程ごとにセッティングのし直しをすることに起因します。
旋盤工程から研磨工程に乗せ換えるとか、旋盤のチャッキングをし直すとかですね。
やっぱり、一発加工できると機械精度にもよりますけど同軸度や同芯度はかなり保証できます。
なので、加工時に同軸度を保証したければできる限り掴みかえをせずに一発で加工してしまいたいですね。