3軸加工機でボールエンドミルを使うと工具先端の周速度が0にる
5軸加工機なら外周の刃で加工できるから良い
こんな話を聞いて、フライス加工初心者さんはボールエンドミルはちゃんと回転させているけど・・・と意味がよくわからないと言います。
初心者だから仕方ないですね。
で終わってはいけません。
ここで理屈を理解して、1つステップアップしましょう。
周速度とは何か?
まず初めに、周速度(しゅうそくど、linear velocity)は、回転運動において物体が円の周上を移動する速さのことを指します。簡単に言えば、回転する物体の表面にある一点がどれくらいの速さで動いているかを示すものです。
周速度の計算式
周速度 は、以下の式で求められます。
ここで、
-
:周速度(m/s)
-
:半径(m)
-
:角速度(rad/s)
たとえば、直径1メートルの円盤が毎秒1回転する場合、その周速度は次のように計算されます。
つまり、円盤の外周にある点は毎秒3.14メートルの速さで動いていることになります。
ボールエンドミルの周速0(ゼロ)とは

よく使われるボールエンドミルはこのような形をしていますね。
あなたもボールエンドミルを持っているならば、実際に手に持って回転させてみましょう。
回転させてみればわかると思いますが、刃先をよく見てください。
回転軸のある中心部とボールエンドミルの一番外側では1回の回転で動く量が全く異なりますね。
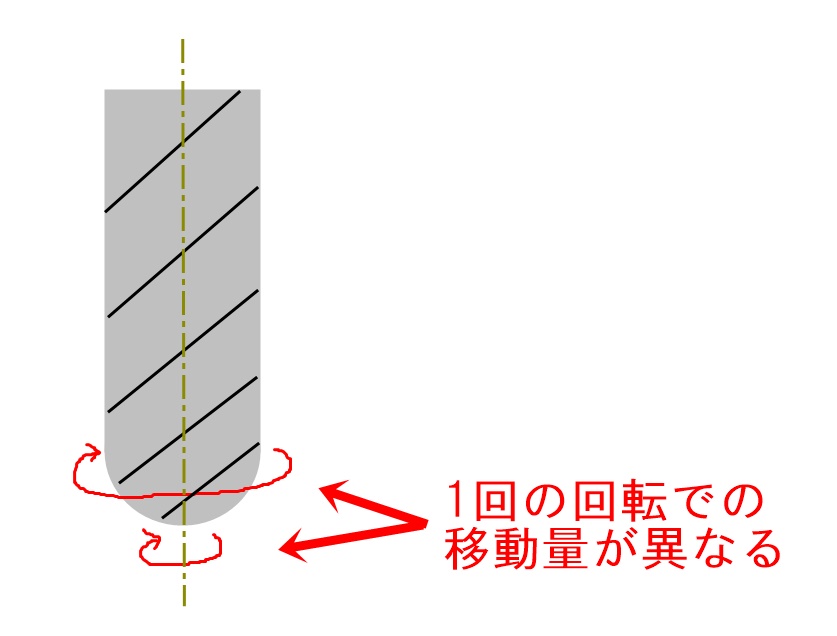
つまり、同じ回転量だけども刃の切具合はボールエンドの先端とそうでない部分では全く異なることになります。
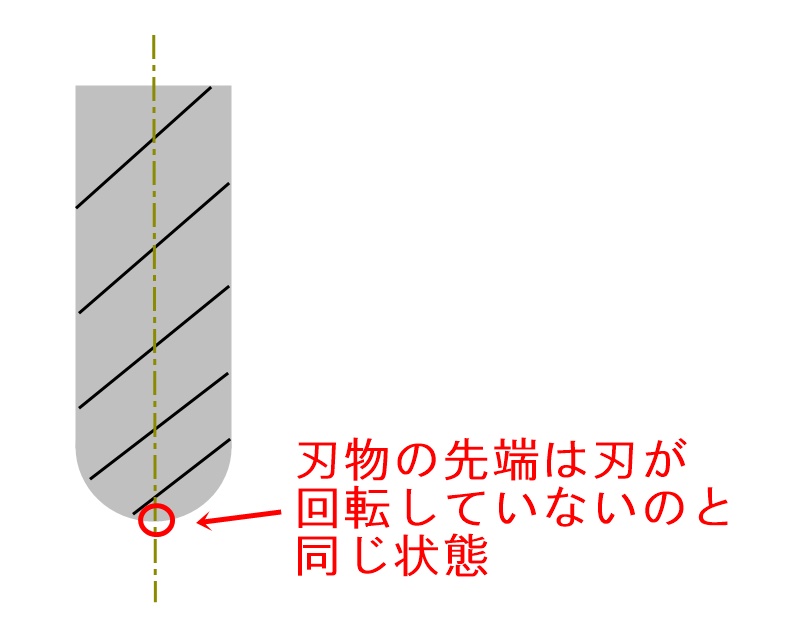
さらに先端点を見れば、刃物をいくら回転させても刃は1点で止まっているのと同じような状態=周速0(ゼロ)になってしまうのです。

5軸加工機なら外周の刃で加工できるから良いという意味は?
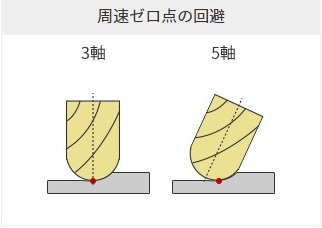
この図が分かりやすいので載せておきますが、3軸加工は刃物は常に垂直方向にしか向きません。
しかし、刃物の保持角度に自由度がある5軸ならば切削加工をするときに、ボールエンドミルの周速0点を回避して加工できます。
要するに、5軸加工ならばボールエンドミルの刃が切れる部分で加工できちゃうよ!ということであり、加工面もキレイに仕上がるわけです。
3軸加工により周速0点で加工しても、形はできますがどうしても削らずに押し切っている部分が多くなる(切削条件が最適でない部分が多い)ので、ボールエンドミルの底で加工した部分は汚くなりがちです。
また、工具寿命もあまりよくないということです。
ボールエンドミルの周速0のことわかりましたか?
周速度と混同してしまう?角速度とは何か
周速度と一緒に覚えておきたいのが「角速度(かくそくど)」です。
「角速度」とは、回転運動において「どれくらいの速さで回っているか」を表すものです。
例えば、時計の秒針を考えてみましょう。秒針は60秒で一周しますが、この「一周分の角度」を時間で割ったものが角速度になります。
角速度の計算式
角速度 は、次のように求められます。
ここで、
-
:角速度(rad/s)
-
:回転した角度(rad)
-
:時間(s)
例えば、秒針は60秒で360度( ラジアン)回転するので、その角速度は 6rad/s となります。
周速度と角速度の違い
| 周速度(v) | 角速度() | |
|---|---|---|
| 意味 | 円周上の点の移動速度 | どれくらいの速さで回るか |
| 単位 | m/s(メートル毎秒) | rad/s(ラジアン毎秒) |
| 依存関係 | ||
| 例 | メリーゴーランドの外側の人の動く速さ | メリーゴーランド自体の回る速さ |
例えば、同じ回転速度でも、半径が大きいほど周速度は速くなります。自転車の大きな歯車と小さな歯車を比べると、大きな歯車の外側の方が速く動いているのがわかります。
まとめ
ボールエンドミルの周速ゼロとは?
3軸加工機でボールエンドミルを使用すると、刃先の中心部分が回転軸と一致するため、そこでは周速度がゼロになります。つまり、刃物をいくら回転させても、先端の一点は実質的に動いておらず、適切な切削が行われません。そのため、仕上がりが悪くなったり、工具寿命が短くなることがあります。
5軸加工機の利点
5軸加工機では、刃物の角度を自由に調整できるため、ボールエンドミルの外周の刃を使って加工できます。これにより、周速ゼロの問題を回避し、効率的かつ美しい仕上がりが可能になります。
周速度と角速度の違い
- 周速度:回転する物体の表面の移動速度(m/s)。半径が大きいほど速くなる。
- 角速度:回転の速さを表す(rad/s)。半径に関係なく一定。
周速度ゼロの問題を理解し、適切な加工方法を選ぶことで、より精度の高い切削と工具の長寿命化が可能になります。