

機械部品や金型の加工では、ポケット加工という工程が頻繁に使われます。
材料の一部を削り、四角形や円形の凹みを作る加工ですが、実際の現場では「角が丸くなる」「コストが上がる」などの問題が起こることも少なくありません。
特に初心者や設計者が悩みやすいのが、ポケット加工の手順とコーナー処理です。
加工方法を正しく理解していないと、図面通りに作れなかったり、想定以上の加工費になるケースもあります。
この記事では、ポケット加工の基本から具体的な手順、角部の処理方法(ヌスミなど)までをわかりやすく解説します。
設計者・加工依頼者・現場初心者の方でも理解できる内容になっています。
ポケット加工とは|基本を理解する
ポケット加工とは、金属や樹脂などの材料を削り取り、内部に凹形状の空間(ポケット)を作る加工方法のことです。主にマシニングセンターやフライス盤を使い、エンドミルを回転させながら材料を削ることで形成されます。
機械部品や金型、装置部品などでは非常に一般的な加工方法であり、部品の軽量化や部品収納スペースの確保、嵌め合い構造の作成など様々な目的で利用されます。
ただし、ポケット加工は単純に材料を削ればよいというものではありません。特に工具の形状による角部の制約や、加工コストに影響する設計ポイントを理解しておくことが重要です。
ポケット加工の主な用途
ポケット加工は以下のような場面で多く使われています。
- 機械部品の収納スペース
- 金型のキャビティ加工
- 電子機器ケース内部のスペース確保
- 嵌め合い構造の加工
- 軽量化のための肉抜き加工
このように、ポケット加工は機械加工の基本技術のひとつとして、さまざまな製造現場で利用されています。
ポケット加工の形状の種類
ポケット加工には形状によっていくつかの種類があります。
四角ポケット
最も一般的な形状で、機械部品の収納スペースなどに使われます。ただしエンドミルは円形工具のため、角部は完全な直角にはなりません。
円形ポケット
円形の凹みを作る加工です。工具の回転運動と相性が良く、比較的安定した加工が可能です。
自由形状ポケット
CAD/CAMを使い、複雑な形状を加工する方法です。金型や精密部品などでよく使われます。
ポケット加工の手順|基本的な流れ
ポケット加工は、いきなり削り始めるわけではありません。設計データの準備から加工プログラム作成、実際の切削加工まで、いくつかの工程を経て完成します。
ここでは、マシニングセンターを使用した一般的なポケット加工の手順を解説します。
① CADデータを準備する
最初の工程はCADによる図面作成です。ポケット形状の寸法や深さ、位置などを正確に定義します。
この段階で特に注意したいポイントは以下の3つです。
- ポケットの深さ
- コーナーR
- 使用する工具径との関係
例えば、工具径より小さいコーナーRを指定してしまうと、通常のエンドミルでは加工できなくなる可能性があります。そのため、設計段階で加工可能な形状になっているかを確認しておくことが重要です。
② CAMでツールパスを作成する
CADデータが完成したら、次はCAMソフトを使用して工具の動き(ツールパス)を作成します。
主に以下のような項目を設定します。
- 工具の種類(エンドミル)
- 工具径
- 切込み量
- 送り速度
- 加工ピッチ
- 仕上げ代
ポケットの輪郭を選択して加工範囲を指定すると、CAMソフトが自動的に加工経路を生成します。このデータをもとにNCプログラムが作成され、マシニングセンターで加工できるようになります。
③ 荒加工(ラフ加工)
実際の加工では、まず荒加工から始めます。荒加工とは、材料を大きく削り取りポケットの大まかな形状を作る工程です。
この工程の目的は次の通りです。
- 材料除去量を減らす
- 加工時間を短縮する
- 仕上げ加工の精度を安定させる
荒加工では最終寸法まで削らず、通常は0.2mm〜0.5mm程度の仕上げ代を残します。
代表的な加工パターンには次のようなものがあります。
- ジグザグ加工
- スパイラル加工
- トロコイド加工
④ 仕上げ加工
荒加工が終わった後に行うのが仕上げ加工です。
仕上げ加工では、以下の要素を整えます。
- 寸法精度
- 表面粗さ
- コーナー形状
一般的には、まず外周の壁面を仕上げ、その後に底面を仕上げる順序で加工します。この工程によって、図面通りのポケット形状が完成します。
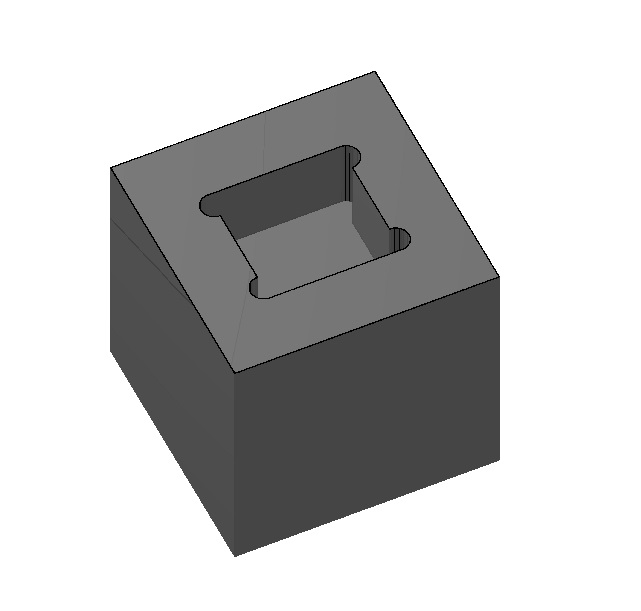
ポケット加工で重要な角部の問題
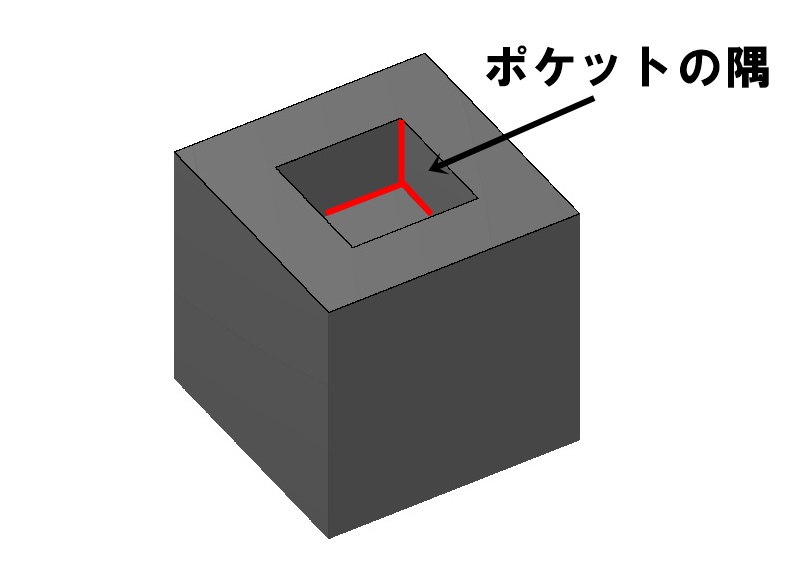
ポケット加工で特に注意が必要なのが角部の形状です。図面では四角形でも、実際の加工では完全な直角にならない場合があります。
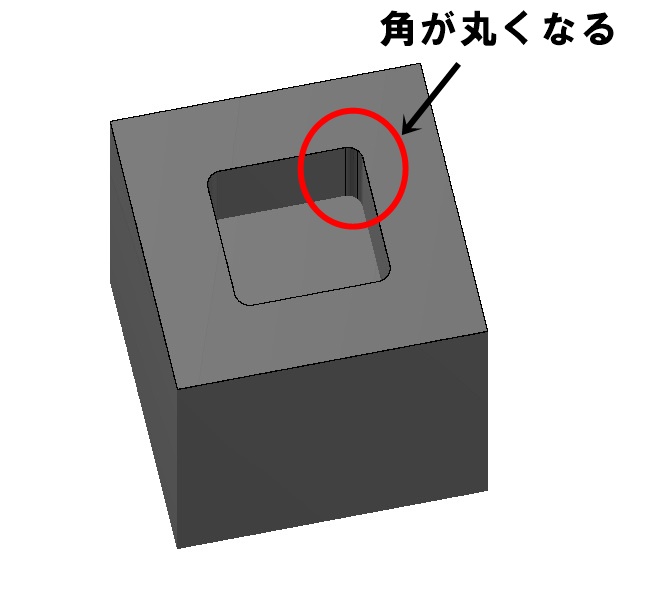
その理由は、加工に使用するエンドミルが円柱形の工具だからです。
エンドミルで削る場合、ポケットの角には必ず工具半径に応じたR(丸み)が付きます。この点を理解していないと、設計通りに部品が組み合わないケースが発生することがあります。
ピンカドは基本的に加工できない
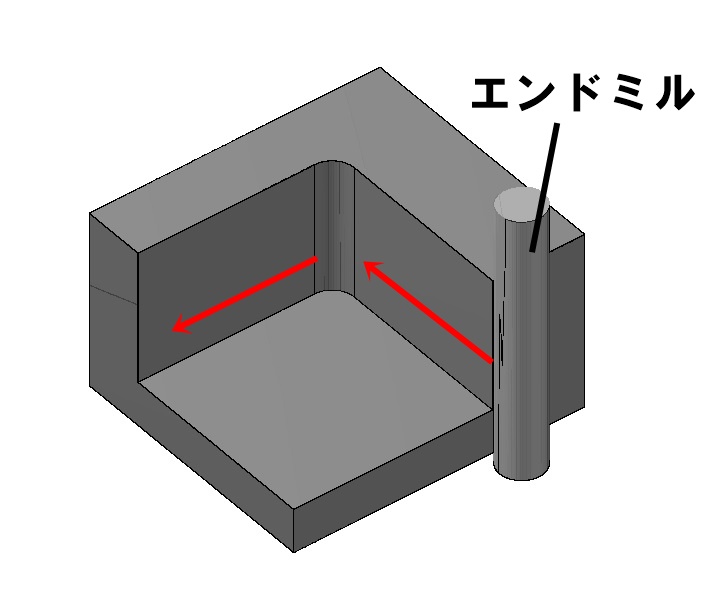
図面で「ピンカド」と呼ばれる完全な直角のコーナーを指定する場合があります。しかし通常の切削加工では、この形状を作ることはできません。
エンドミルは丸い形状の工具のため、どうしても角部分には工具の半径分の丸みが残ってしまいます。
そのためポケット設計では、あらかじめコーナーRを考慮した設計を行う必要があります。
ヌスミ加工という対策
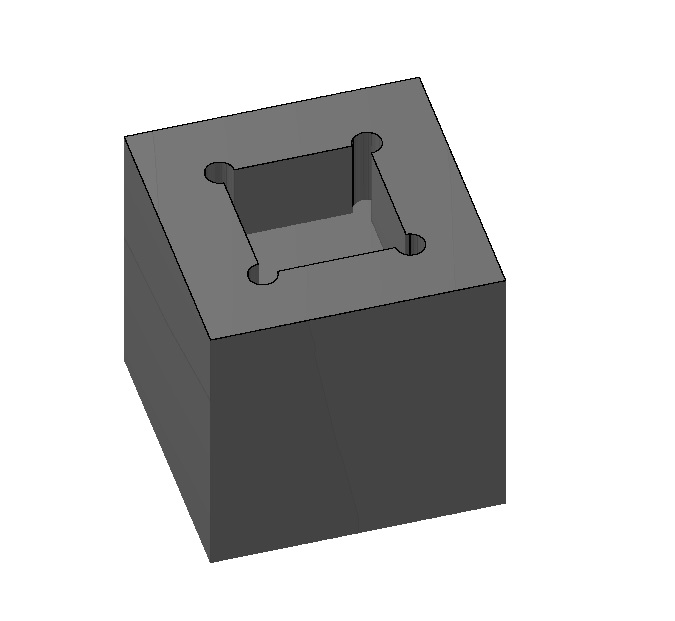
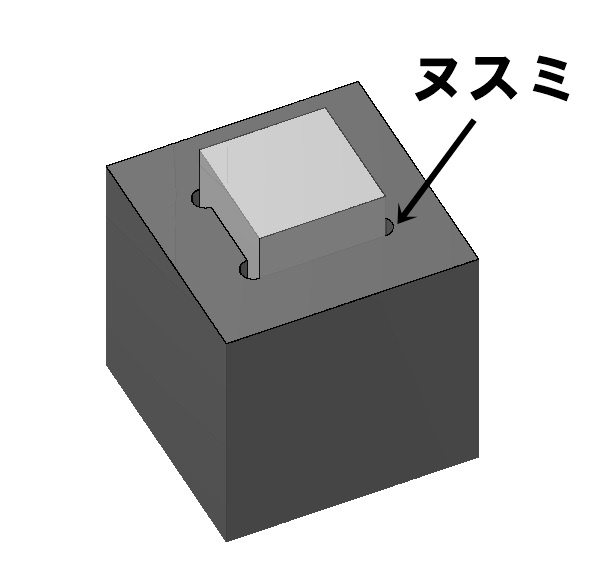
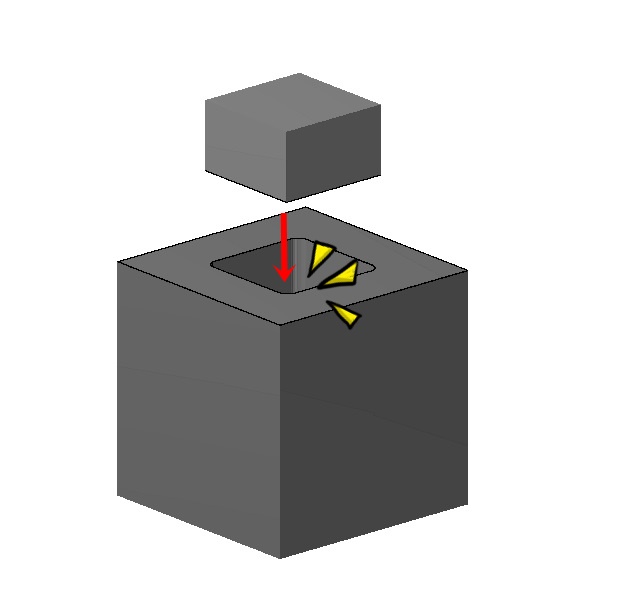
ポケットに四角い部品をはめ込む場合、角のRが邪魔になることがあります。その際によく使われる方法がヌスミ加工です。
ヌスミとは、ポケットの角部分を少し削り取って逃げを作る加工のことです。
ヌスミ加工には次のようなメリットがあります。
- 四角い部品をスムーズに組み込める
- 小径工具を使う必要がない
- 加工コストを抑えられる
実際の機械設計では、角Rの問題を解決する方法としてヌスミ加工が広く採用されています。
どうしてもピンカドが必要な場合
もしポケットの角を完全な直角にしたい場合、通常の切削加工では対応できないため放電加工を使用する必要があります。
放電加工は非常に精密な形状を作ることができますが、次のようなデメリットがあります。
- 加工時間が長い
- 電極製作が必要
- 加工コストが高い
そのため多くの製造現場では、ピンカドを避けてコーナーRまたはヌスミ加工で対応する設計が一般的です。
まとめ
ポケット加工は機械加工において非常に基本的で重要な技術です。加工の流れを理解しておくことで、設計ミスや加工トラブルを防ぐことができます。
ポケット加工の基本手順は以下の通りです。
- CADデータ作成
- CAMでツールパス作成
- 荒加工
- 仕上げ加工
また、ポケット加工で特に重要なのが角部の設計です。
- エンドミルでは角は丸くなる
- 四角部品を入れる場合はヌスミ加工を検討する
- ピンカドが必要な場合は放電加工が必要
これらを理解して設計・加工を行うことで、不要な加工コストやトラブルを防ぐことができます。
部品加工の依頼を受ける時にどうにもこうにも加工が難しい案件というものは多々ある。
とりわけエンドミルという刃物を使った加工においては、その刃物の形状による加工制限を受けます。
![]()
実際に工場の現場で部品加工をしてみないと分からないことが多いのはごもっともであり、専門的な常識を素人に押し付けるのは良くない。
良くないけど「少し」は知っていてもらえると有難いのが本音でもあります。
部品加工用の図面を送ってくれる中で「ポケット加工の隅」は特に意識せずに描かれることが多く、ちょっとしたことで加工代が高くなってしまったりもする。
もちろん打開策、妥協案はあるので、この際、それを知ったうえで加工依頼をするとよい。

