以前、私の会社で専門学校生の研修受け入れをした時に、研修生がC面取りで異常に頭を悩ましたことがあったのを思い出したので、ここで説明してみようかなと思いました。
難しいといえば、難しいかもしれないけれど、単純といえば単純。
部品加工の図面を見た時に加工指示として「2C」というような文字が目に飛び込んできた場合、これは何を意味するのだろう?って素人や部品加工初心者は思う。
慣れた者からすれば、何てことないありふれた文字なんだけどね。
答えを言えば、この「C」は面取り(Chamfer)を意味するのだが、実際に部品加工の現場ではこの「C」をどういう風に加工しているのかも含めて使い方を紹介しますね。
また、町工場に部品加工を個人的にお願いしたいんだけどなぁって時にも使えるので是非覚えておいてください。
『C面』が意味する面取りの定義と面取りをする理由
図面を見ているとよく「3-C1」とか「指示なき面はC0.5」という文字が書かれていることに気付くだろう。
それがどういう加工を意味するのかについて、簡単に説明する。
まず、下の図を見てください。
ブロックの1つの角部にC1の面取りをしたものです。
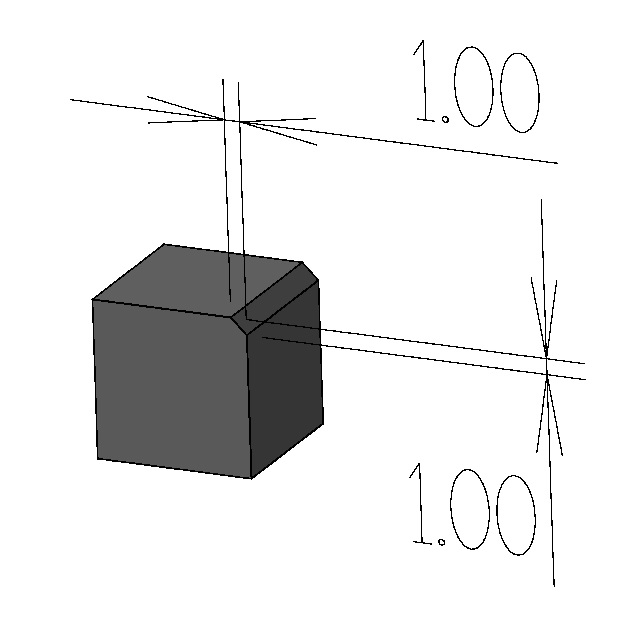
そう、これこれ!
この形がC面取りってやつです。
さらに寸法線が引いてあり、1.00という数字が見えますね。
この1.00がC1の「1」を意味します。
なので、上の図の数字が5.00ならここの面はC5ということになるのです。
ちなみに、数字に単位が書いていませんが部品加工の図面では、寸法単位はmm(ミリメートル)が一般的です。
つまり基本的には、2つの辺が交わる角を45°の角度でカットすることをC面取りと言います。
その時に、どれくらいの大きさでカットするの?っていう指示になるのが、Cの横に付く数字です。
C面取りの加工方法と計算
では、実際にC面を加工しようと思ったらどうするか?
方法はいくつかあるが、一部代表的なものを紹介しよう。
まずは、加工物を45°傾けて掴み、まっすぐ角を削り落とす方法。
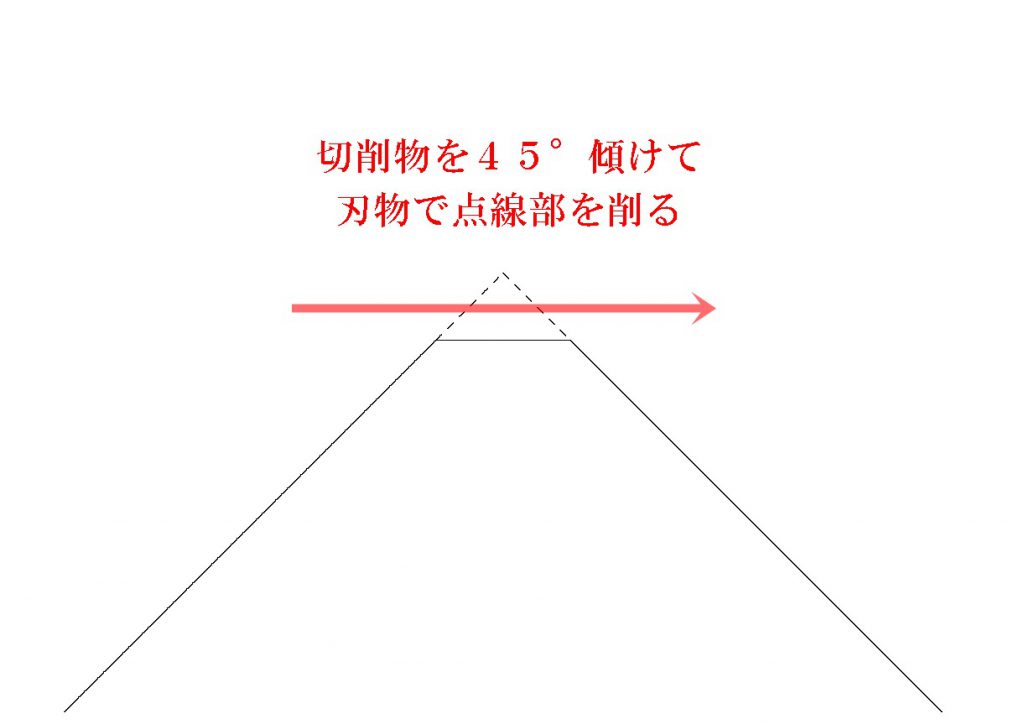
昔ながらの汎用の機械(手動で動かす機械)なら、結構この方法はメジャー。
加工物が大きく、面取りも大きな面取りをしないといけない場合は有効だったりします。
逆に、非常に小さい品物であったり、グニグニ曲がっているような複雑な形のものを削るときにはあまり向かない。
何故なら、品物を固定するのが難しいからです。
この時、例えばC1の面取りをしようと思ったら、どれくらい削ればよいのか?ということを計算しないといけない。
町工場の新人さんは結構この計算の段階でつまづくことが多い。
数学ですからね。
分かりますか?
正解は下の通りです。
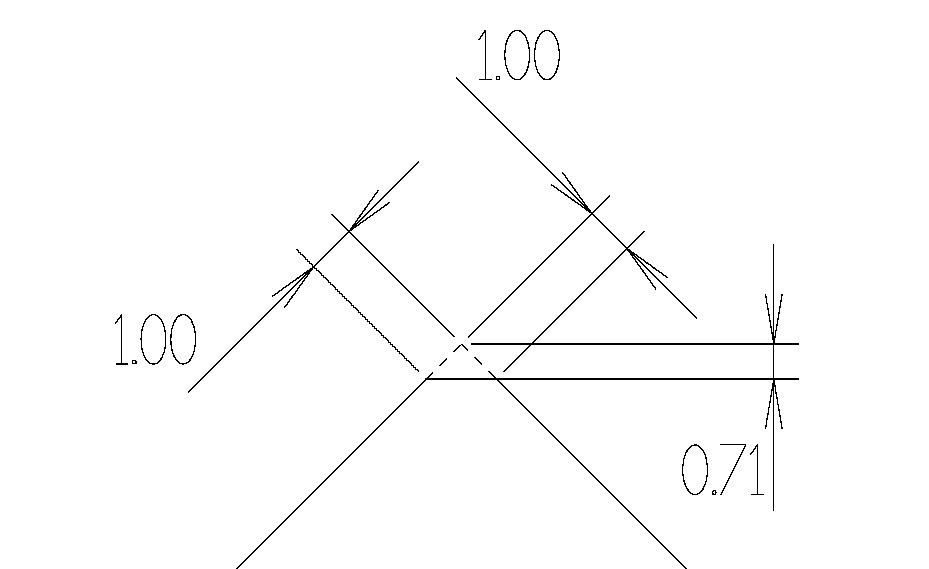
はい。約0.7mmですね。
ってどうやって計算するの??と思った方もいるかもしれませんから、手短に説明しよう。
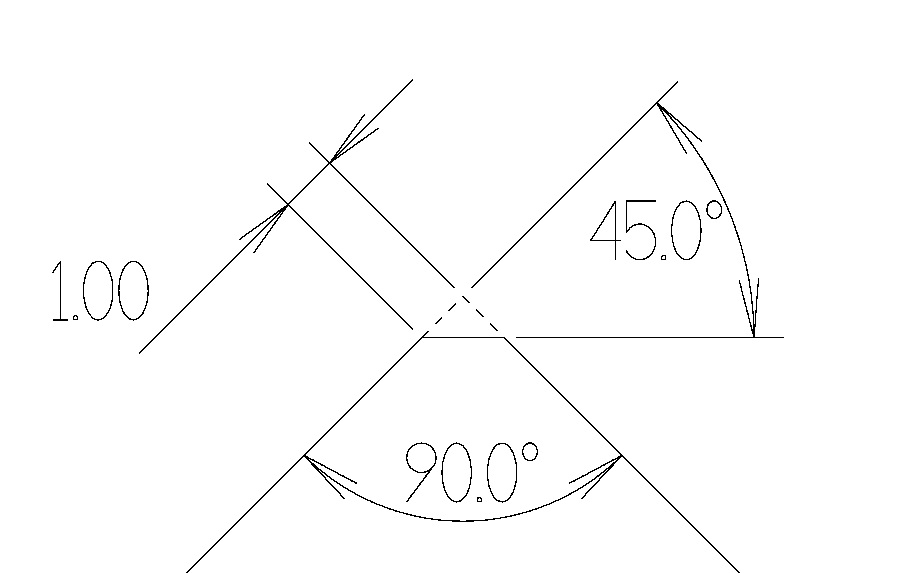
まず、C1面取りをするという時に与えられる条件は2つの角度とC1の「1」だね。
どれだけ削ればよいか?を計算するときには主に2通パターンの計算が簡単です。
1つ目は直角二等辺三角形の3辺の長さの比率 1:1:√2(ルート2)ってやつです。
下の図は削る部分を拡大したものを表しています。
これだと、A:B:C=√2:1:1 ってこと。
BとCは同じ長さであることはわかりますよね。
これは小学生の算数で習うんだっけな??
まぁ、思い出してください。
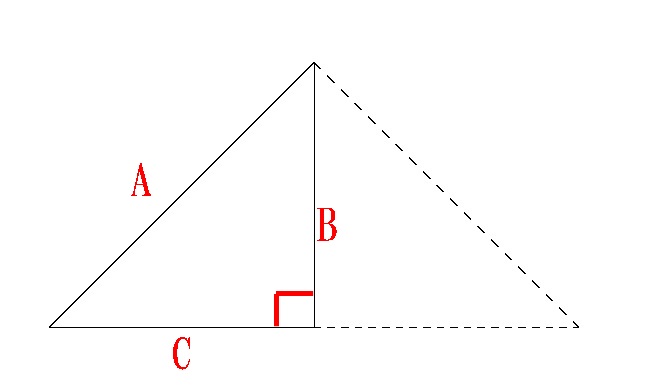
で、今C1の加工をしたいわけですから、A=1ですね。
なのでA:B(C)=√2:1 なので、A=1の時、B(C)=約0.7ってことになります。
この比例計算がわかりません!って人は、算数の参考書を見てくださいな。
思い出すだろう。
あとは、Aの数字がC面の大きさによって変わるだけなので、同じように計算すればよい。
そして、計算した数字だけ削り落とせばC面の完成です。
どれだけ削るか?についてのもう1つの方法は関数計算しちゃう方法。
sin(サイン)、cos(コサイン)、tan(タンジェント)です。
なにそれ?という人は、この説明に関して無視してもらっても大丈夫です(笑)
関数電卓でササーっと計算できるし、色々なところで応用できるので部品加工に従事する人は基本的な計算に使えるようになると便利ですが、一般の人がわざわざ覚える必要はないかも。
難しい説明は抜きにして、知ってますよって人はsin45°=約0.7ってのを覚えておけばよい。
色々と書いたが結局、面と面の交わる角度が90°の場合は、そこにC面を加工する場合、加工したいC面の大きさ1とか2とかに0.7をかければよいのだ。
例えば、C5ならば5x0.7=3.5となるので、角部の先端から45°に3.5mm削ればC5ができあがる。
加工方法としては、加工物を45°傾けて掴む以外にも面取りカッターを使うとか色々あります。
その加工物に合わせた方法で面取りをすればよい。
直角じゃない各部のC面取りの計算方法
ここまでは、面と面が90°(直角)に交わる場合のC面取りの説明を書いてきたが、必ずしも加工物の面と面が直角に交わるものばかりとは限りません。
120°かもしれないし、20°かもしれない。
それでもC面は計算すれば普通に加工できます。
そのためには、幾何学、関数計算などができないといけないので詳しい事は割愛しますが、基本的には三角形を作って辺の長さを求める計算をするってことです。
糸面取りってどれくらいの面取り?
ここまでの説明で、面取りがどういう仕組みで計算された加工なのかは分かってもらえたと思います。
分からないなぁという人は、もう一度上の文章を読み返してください(笑)
で、結構頻繁に使う面取り指示の言葉の中に「糸面」ってのがあるんですね。
これは、結論から言えばC0.2程度の面取りってことです。
要ピンピンに角が立った状態ではなく、角を少しだけ殺しておいてくださいね~ってことを意味しています。
鋭利な角部で手を切ったりしないようにするためにも使われます。
とりわけ、金属部品で角部の面取りがされていないと、もはや包丁と同じ。
素手で持つとスパスパ切れます。
予想以上に切れ味抜群です。
気が付けば、手の皮のあちこちが切れてるなんてことも普通に起こる。
糸面取りって指示が無くても、基本的にはヤスリ等で角部は殺すことが多い。
あるいは、加工後のバリ取りをしていたら自然と糸面くらいになったりもする。
刃物になるような部品の場合は「面取り不可」なんて書かれていることもあり、その場合は角部がピンピンのままになるように注意する必要があります。
なので、あなたももし部品加工をお願いする場合、角殺しをしてほしくない場合は「面取り不可」と注記しておこう。
面取りに公差は必要か?
時々、面取り指示の数字に公差を記入している図面がある。
これは結構厳しい。
そもそも、面取りをする必要性・意味・用途の都合を考えるべきです。
今、ものづくりの世界では検査体制が非常にシビアになっており、大昔はノギスやマイクロメーターという測定工具で測ればよかったものも、三次元測定機という機械制御された測定器で局面の精密度も0.001mmのレベルまで測定できる時代なのです。
ですから、C面の大きさだって相当正確な測定数値を出せます。
「C1」で加工された面取り部も、実際は「C1.1」になっているとかさえもわかる。
でも、これをNGとするか、全く問題なしとするかはお客様次第。
ましてや、そこまでしてC面の正確さを測定する必要があるのかも甚だ疑問になることもある。
もちろん、「C1」と指示しているのに「C5」くらいの加工をしていたらマズイですが。。。
C面取りまとめ
異常のようにC面取りの加工の基本について書いてみました。
実際に部品加工の依頼をするときや、図面を見るときに「C1」なんて見かけたら思い出してみてください。
手仕上げ程度で面取りしておいてほしいなって思ったら「指示無き角部糸面」とでも書いておけばよい。
ま、何も書かなくても適度に角殺しはするとおもいますけどね。
あとはポケット加工したところに四角いブロックを入れたい場合も、ブロックの角は面取りしておくと入ります。
ポケット加工の角はピンピンに加工するのがとっても大変なのです。