

今回は個人で部品加工の依頼をしたいなぁと思った時によく登場するのが、六角穴付きのボルトを入れるためのザグリ加工について。
ザグリ加工ってそもそも何ですか?
そんな右も左もわかりません!という方のためにザグリ加工とは何ぞやということと、その加工指示の方法について紹介します。
そもそも、ザグリ加工とは六角穴付きボルトの頭が出っ張らないように締め付けするための加工のこと。(後で絵に描いて説明します)
その前に「六角穴付きボルト」って何ですか?
そんな質問があっては、話が前に進まないのでちょっとだけ説明をしておこう。
まず、六角レンチが売られているのは知っていますよね。DIYをする人は1つくらいセットを持っておいて損はないです。めちゃ安いですし。
これを使って締めたり緩めたりする六角穴が付いているボルトが「六角穴付きボルト」です。
ホームセンターでもネジコーナーに置いてあって、ボルトの頭の部分に六角形の穴が空いているボルトですね。Amazonだといくつかのサイズがセットで激安販売されているのでおススメです。
わざわざ六角レンチを使わないと強く締められないボルトなんて使いにくいだけやん!と思うでしょうけど、そんなこともない。
頭の形が六角形になった六角ボルトはスパナを使えば簡単に締められるのですが、締め付けた部品から出っ張りますよね。
出っ張りが気になる!
出っ張りが邪魔!
という場合には、六角穴付きボルトを使い、部品にザグリ加工をすれば問題は解消するのです。
ボルト用のザグリ加工とは
ボルトが出っ張るとか、ザグリ加工でボルトが沈むとか意味わかんないんですけど!!
と言われると、さらに話が進まないので、どういうことかを絵に描いて説明しておきますね。
まず、ブロックにザグリ加工をするというのは、ボルトの頭が座面から出っ張らないようにするための加工です。
例えば、M8ボルトを使って2枚の板を固定することを想定してみた場合。
ザグリ加工がない場合は以下のようになります。
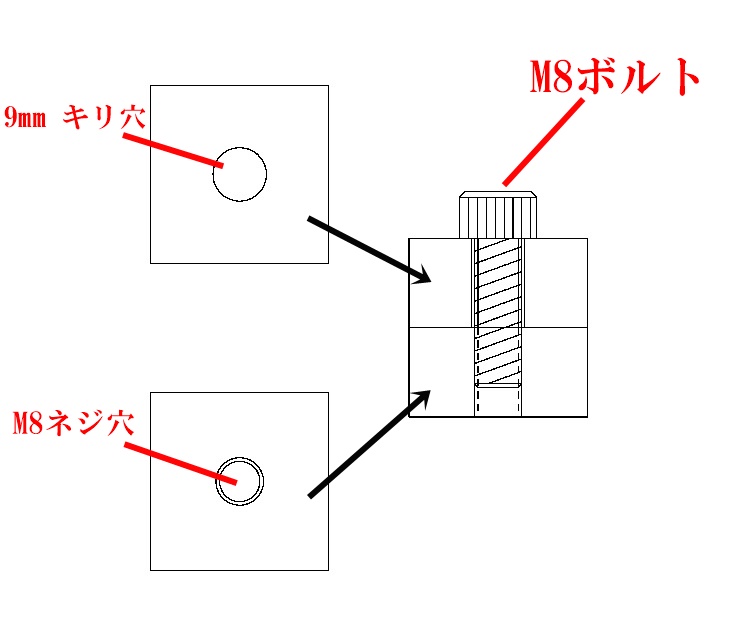
M8ボルトのネジ径は8mmなので、上側の板はM8ボルトが通るように9mmのキリ穴を開けておきます。さらに、ボルトで締め込みができるように、下側の板にはM8のネジ穴(雌ネジ)を加工しておきます。
それらを2枚重ねて9mmのキリ穴を開けた方からボルトを入れてネジ止めすれば2枚の板は固定できますね。
でも、この場合だとボルトの頭が出っ張っています。
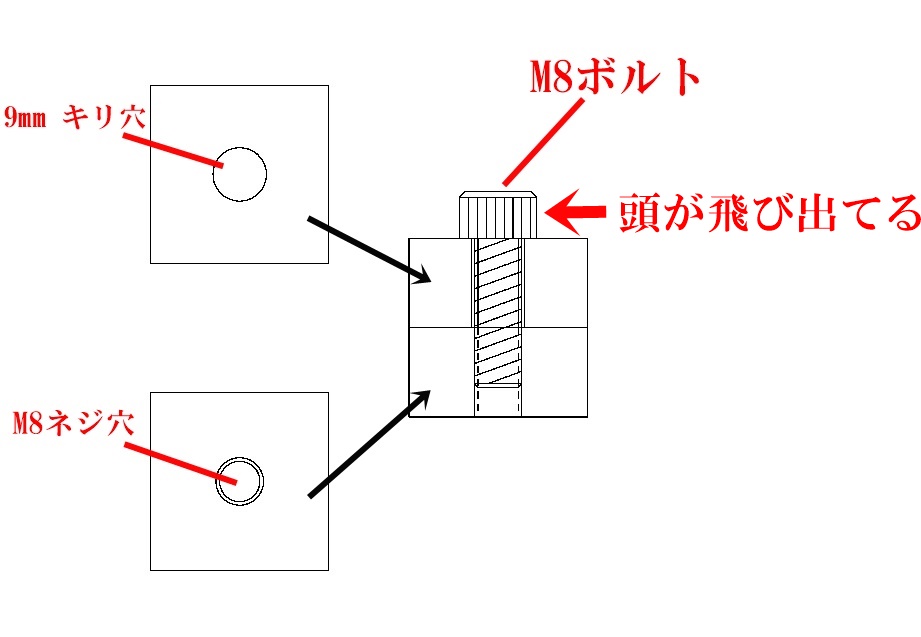
この飛び出たボルトの頭が邪魔だな!って場合にはザグリ加工をするのです。
ザグリ加工をした板を使えばこのようになる。
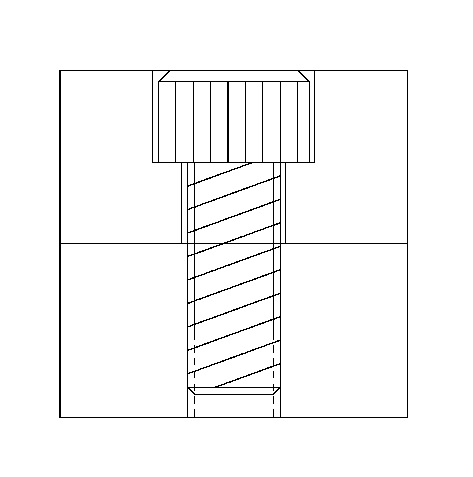
スッキリとボルトの頭が板に沈み込みました。
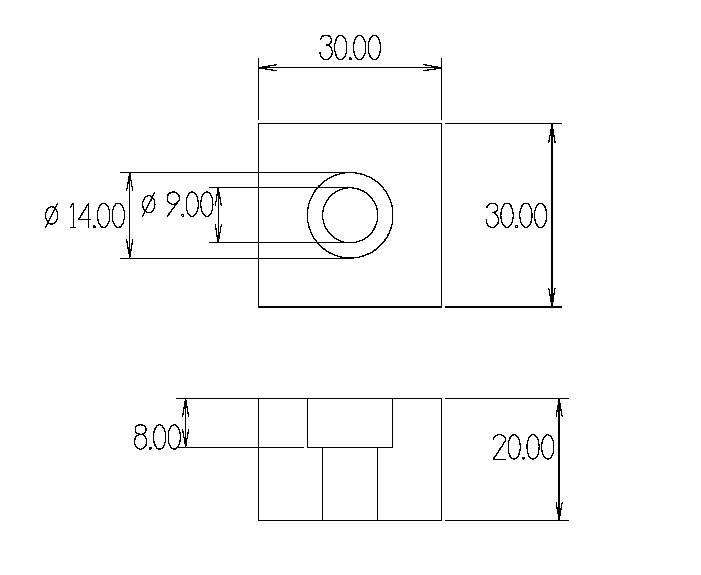
このザグリ加工を図面の形で見た場合は以下のようになります。
ついでに、M8ボルト用のザグリ寸法も記入しておきましょう。
立体的に見ればもう少し分かりやすいかもしれませんので載せておきます。
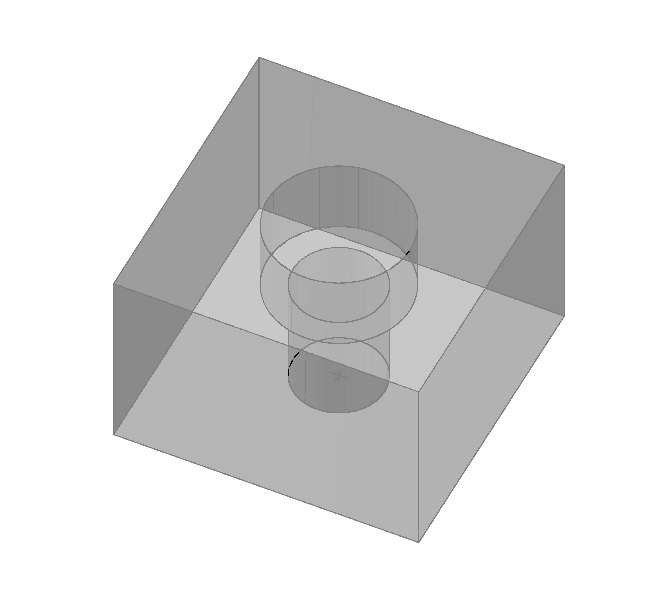
このように、ザグリ加工をしておけばボルトを締め込んでも、頭が飛び出ることなく邪魔にはならないですね。
ちなみに、ボルトの頭が沈む部分のことをザグリ(座ぐり)と呼びます。
なので、部品加工依頼で「ザグリ(座ぐり)」と書けばこのような加工をしてもらえることになります。
このザグリ部分にボルトの頭が沈み込むので、最後までしっかりとネジを締め込むためにボルトの頭に六角形の穴が空いたボルトを使うのだ。
もし、頭の形が六角形の六角ボルトを使用してしまうと、ザグリにボルトが沈むとスパナでネジが回せないよね。
ザグリ加工のやり方と工具
実際にザグリ加工ってどんな工具を使って加工すればいいのか?と思う人のために簡単に説明しておきます。
工程は超簡単です。
1.センター穴を打つ(センター穴加工とは?その工程が必要な理由とセンタードリル)
2.ドリルで穴をあける
3.フラットエンドミルで指定深さまでザグリを加工する
この3工程だけです。
フラットエンドミルはできれば、2枚刃のエンドミルがおススメです。なぜかというと、切り屑の排出性がよいからです。4枚刃だと、切り屑が排出されにくいので、切り屑が絡みやすいです。
ボルト穴加工のサイズ規格
部品加工の個人依頼や初心者の場合、ザグリ加工というものが分かったところで、どんなサイズの穴の加工をするのか指示を図面に書く時に困る場合がある。
え~っと・・・キリ穴は9mmで・・・・、ザグリは14mmで深さが8mmで・・・・
というように、これで合っているのか、間違っているのかさえもわかりません。
でも、実はザグリ加工って深さがいくらだとか、キリ穴の径がいくらだとかを細かく指示しなくてもある程度標準の加工をしてもらえることを知っていますか?
例えば「M8ボルト ザグリ」と図面に明記するだけでよいのです。
楽でしょ。
これだけで、加工屋さんは大体「9mmのキリ穴と14mmのザグリ深さ8~9mmね」って判断します。
これがある程度標準なんです。
もちろん、ボルトの首下部分に座金を挟む場合は寸法が若干変わりますけど。
その場合は、明記しましょう。
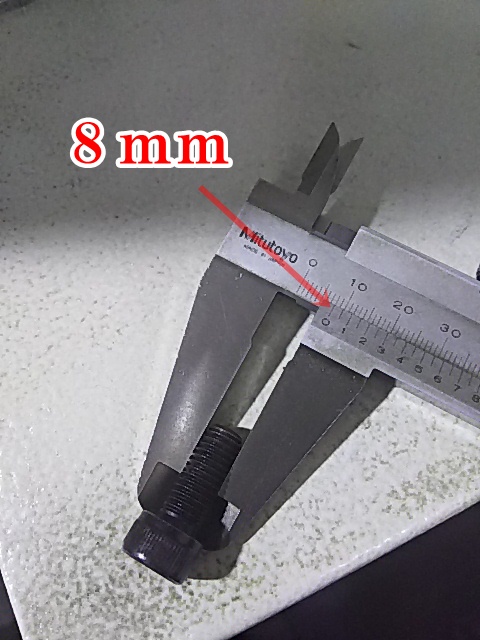
座金とは、ボルトの頭の下にかます薄いリングのこと。
指で挟んでいるやつです。

さて、標準のザグリ穴加工ってどうやって決めているのかと疑問に思いましたか?
その答えは、ボルトの大きさに標準サイズがあるからです。
六角穴付きボルトにおいて、各ボルトの頭のサイズが決まっているのだ。
例えば、M8ボルトなら頭の径は約13mm

頭の長さは約8mm

そして、ネジ部は当然M8なので8mmなんです。
このように、規格があってサイズは統一されている。
なので、加工依頼において「M8ザグリ」と書くだけで加工内容が決まるってわけです。
ただ、時々ボルトの頭を深めに沈めたいという場合もあるだろうから、その場合は例えば「M8ザグリ深さ10」とか書けばよい。
そうすると、ザグリの深さ8mmではなく10mmで加工してくれます。
で、実はザグリ加工って六角穴付きボルトのためだけの加工ではないのです。
皿ネジ用のザグリ加工だってある。
その場合は「皿ザグリ」とか「皿もみ」と明記しますが次に、その違いについて解説します。
ザグリと皿モミの違いとは?
金属加工や木工などでよく使われる「ザグリ」と「皿モミ」。どちらもボルトやネジを固定するための加工ですが、その用途や形状には違いがあります。
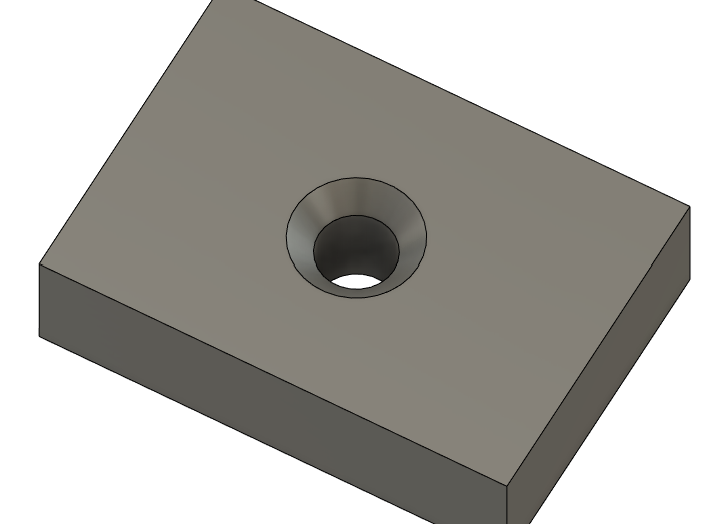
皿モミ加工とは?
ザグリについては先ほど解説しましたが、皿モミとは、皿ネジや皿ビスの頭部が材料の表面とツライチになるように、円すい形状に削る加工のことです。皿ネジについても、Amazonでいくつかのサイズのネジがセットで安く販売されているので、持っておくと便利です。
イメージとしては下の画像のような感じの穴ですね。
【特徴】
- 皿ネジ・皿ビス用の加工
- ボルトやビスが表面に完全に収まるため、出っ張りがない
- 円すい状の加工(皿モミカッターを使用)
【用途】
- ネジの頭を材料とフラットにする必要がある場面(例:精密機械、家具など)
- 美観を重視する加工(表面に凹凸を作りたくない場合)
ザグリと皿モミの使い分け
| 項目 | ザグリ | 皿モミ |
|---|---|---|
| 形状 | 円筒形状 | 円すい形状 |
| 対応するネジ | 六角穴付きボルトなど | 皿ネジ・皿ビス |
| 用途 | 機械部品の組み立て、強固な固定 | 美観が求められる、ツライチ仕上げ |
| 加工方法 | ドリルやエンドミル | 皿モミカッター |
まとめ
-
ザグリ加工とは
六角穴付きボルトの頭を部品に沈めることで、表面の出っ張りをなくすための加工方法。 -
六角穴付きボルトの特徴
六角レンチで締め付けるため、強く固定できる。部品の出っ張りをなくしたい場合に最適。 -
ザグリ加工の指示方法
- 図面に「M8ザグリ」と明記するだけで、標準的な加工寸法(例:キリ穴9mm、ザグリ径14mm、深さ8mm)が適用される。
- 深めに加工したい場合は「M8ザグリ深さ10」と記載すればOK。
-
皿モミとの違い
- ザグリ加工:六角穴付きボルト用で、円筒形の凹みを作る。
- 皿モミ加工:皿ネジ・皿ビス用で、円すい形の凹みを作り、ネジの頭を完全に埋める。
-
用途の違い
- ザグリ加工:機械部品の組み立てや強固な固定向け。
- 皿モミ加工:美観が求められる場面(家具や精密機械)で使用。
ザグリ加工を理解し、適切な加工指示を出せば、スムーズに部品を発注できるようになります!

