今日は部品加工の脇役中の脇役なのに、いなくなったら困るセンタードリルにスポットライトを当ててみようかと思います。
センタードリルってフライス加工や旋盤加工をしているところなら、必ず 100% 持っています。
めちゃくちゃ使うわけじゃないのに、ないと困るんですよ。
このセンタードリルを使う加工をセンター穴加工とかモミツケ加工とか呼びますが、何でセンター穴加工が必要かということについて説明しましょう。
個人で部品加工をする時にも、実は重宝するというセンタードリル。
しっかりと覚えておきましょう!!
そして、1本は買っておくとよい。(センタードリル)
センター穴の規格とは?|加工の起点を支える重要寸法
工作物を正確に固定しながら加工するために欠かせないのがセンター穴です。とくに旋盤や円筒研削盤など、回転体を扱う加工ではその真円度や軸ぶれに直結するため、センター穴の規格を正しく理解しておくことが非常に重要です。
センター穴はなぜ必要か?|加工精度に直結する基本構造
センター穴とは、ワーク(加工対象)両端の芯を確保するための小さな穴のことです。この穴に芯押し台のセンターや心間チャックを差し込むことで、工作物を安定して回転させることができます。
とくに長尺物や丸棒の外周を高精度で仕上げる場合、このセンター穴の有無や精度が、完成品の同軸度や真円度に直接影響します。
センター穴の規格寸法|JIS規格と実務のバランス
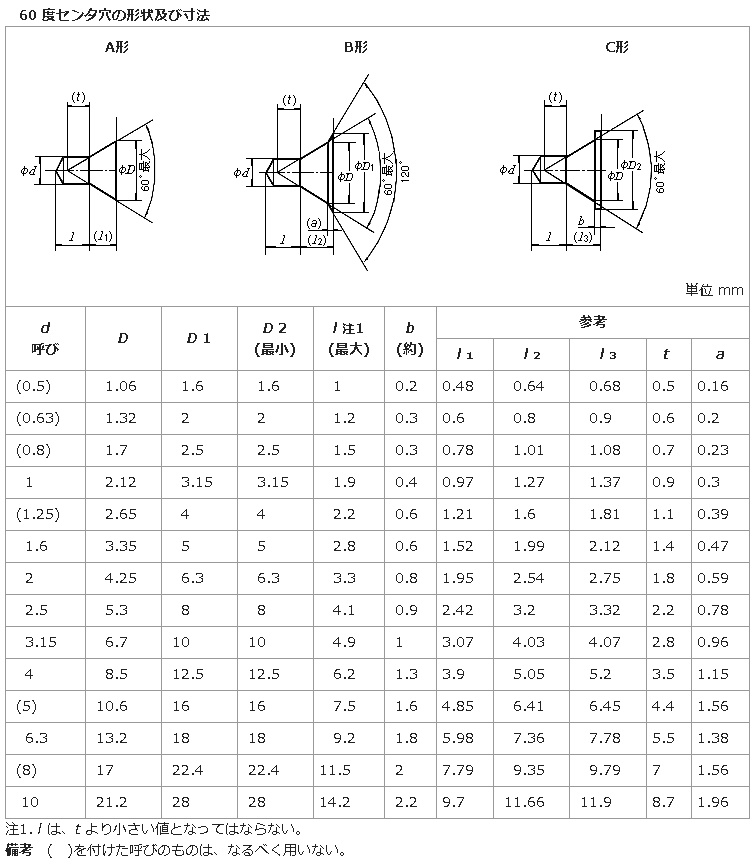
日本国内では、センター穴の形状と寸法に関してJIS B 9401という規格が定められています。規格では、以下の2種類が主に使われています。
- A形(普通センター穴):外面に60°のテーパ面と中心穴を持つ、もっとも一般的なタイプ
- B形(保護付きセンター穴):A形に加えて先端にすり割りがあり、バリや変形に強い構造
たとえば、φ50mm前後の丸棒であれば、センター穴の径はφ2.5mm~φ5mm程度が目安になります。JISではサイズに応じて段階的に穴径と深さが決まっており、A形5号であれば中心穴φ4.0mm、テーパ深さ1.0mmと明記されています。
規格値はあくまで推奨値であり、実務では加工物の剛性や使用工具に応じて微調整することも少なくありません。その際でも、テーパ角(60°)は必ず守るべきポイントです。
センター穴の仕上げと注意点|バリ・同芯度・潤滑の観点から
実際にセンター穴を加工する際には、以下の点に注意することで、加工不良や工具摩耗のリスクを抑えることができます。
- バリの除去:センター穴加工後にバリが残っていると、芯押し台が正しく当たらず、偏心回転の原因になります。
- 穴の中心ずれ:ドリル先端がすでに摩耗していると、穴が軸からずれてしまい、仕上げ精度に影響します。
- 潤滑の適用:とくに深めのセンター穴を開ける際は、切削油をしっかりと供給することで、工具寿命が延び、焼き付きも防げます。
さらに、実務では「ダブルセンター(両端センター)」での保持が基本です。そのため両端のセンター穴の同芯度が、仕上げ面の振れ精度を大きく左右することも理解しておきたいところです。
センター穴工具の種類と選び方|市販品の違いを活用する
センター穴加工には、専用のセンタードリルが使われます。JIS規格に対応したA形・B形ドリルに加えて、最近では複合刃形のハイス鋼製や超硬センタードリルも多く流通しています。
加工速度を重視する現場では、下穴ドリルとセンター加工を一体で行えるタイプを使うことで、工数を削減できます。ただし折損リスクもあるため、被削材が硬質の場合には、2工程に分けて加工する方が安全です。
センター穴の最適なサイズや工具選定には、加工品の全長・材質・保持方式とのバランスも考慮する必要があります。たとえば長さが200mmを超えるシャフト加工では、φ4.5mm程度のセンター穴が適していますが、アルミのような柔らかい材質であればφ3.0mmでも問題なしとされます。
このようにセンター穴は、単なる「位置決めの穴」ではなく、工作物の回転精度・仕上げの品質・工具寿命にまで関わる重要な工程なのです。
なお、JIS B 9401に関する詳細は、日本産業標準調査会(JISC)にて閲覧可能です。
『センター穴』元々は円筒研磨用に品物(ワーク)を支えるための穴加工
センター穴は元々が円筒研磨のための穴であり、円筒研磨ではシャフトや軸を研磨する時に行います(下図)。
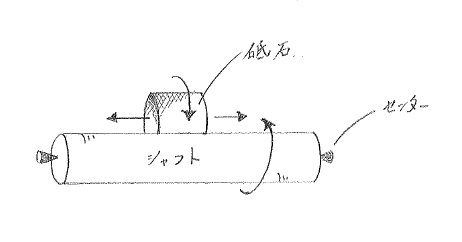
円筒研磨では細長いシャフトや軸の両側をセンターという尖がった治具で押して支持します。
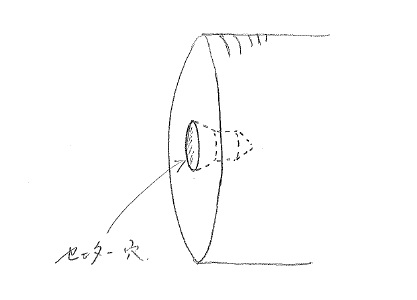
そしてそこに横から回転させた砥石を当てて研磨するのですが、この時、センターを押すためにはシャフトの両端面の中心にくぼみが必要です。
くぼみがなければちゃんと押せませんからね。
このセンター穴(モミツケ穴)をあけるときに使うのがセンタードリルです。

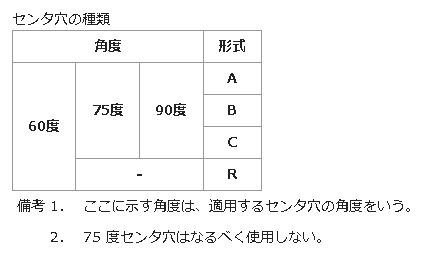
センタドリルは基本的に入り口の角度(テーパー角度)が60°のものを使用します。
75° とか 90° になっているものもありますが、ほぼ使いません。
センター穴と言われたら 60° で覚えておいてください。
間違って 90° で加工してしまった!となると、円筒研磨の時にちゃんと保持できないため研磨の精度がでないというトラブルの元になります。
ちなみに、センタードリルで突っ込む加工深さはその時々によって調整します。一応、規格はあるのですが、実際の現場では臨機応変に1mm くらいの時もあれば、4mm くらい突っ込むときもあります。
何故、普通のドリルでセンター穴加工をしないのか?
円筒研磨の支持用とは別に、センター穴加工はドリルによる穴加工の時にも行います。
この時、なんでいきなりドリルで穴あけをせずにセンタードリルでセンター穴加工をするのか?という疑問が起こる人がいます。
この理由はドリルの形状にあります。
ドリルって 2枚の刃がねじれて 1本になっていますが、その 2枚の刃は先端部で羽状になって繋がっています。ところが、必ず先端の中心部には刃が無いチゼル部分というものが存在します。
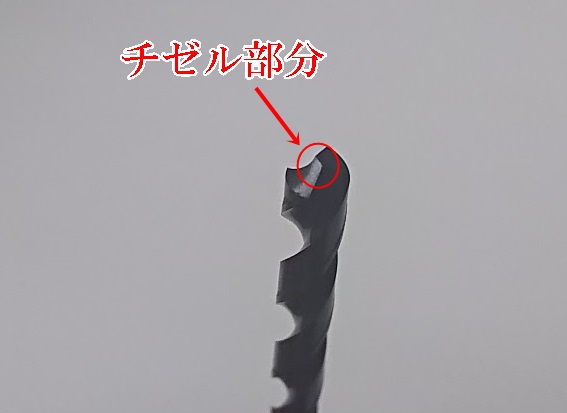
このチゼル部分を無くすようにドリルを作ること不可能なんです。
ということは、いきなりドリルを加工物に当てると場合によってはグニっと滑って曲がってしまうこともあるんですね。
だって、刃がないんだもん。。。
太いドリルの場合はさほど曲がりはないですけど、径が 10mm 以下などの細いドリルだと芯がズレて穴をあけてしまうことがあります。そのため、ドリルの位置決め用案内(ガイド)としてドリルのチゼルよりも少し大きめのセンター穴をあけておくのです。
ドリルのチゼルよりも大きめのセンター穴はセンタードリルの径だけではなく、センター穴加工の深さでも調整できます。
もちろん、センタードリルにも先端中心部にはチゼル部があります。
でも、センタードリルは普通のドリルと比べて短くしっかりとしているので曲がりにくいのです。
よく使うセンタードリルの先端径は 1mm ~ 10mm くらいまでありますけれど、本当に良く使うのは 2mm ~ 4mm です。

そして繰り返しますけど、入り口の角度が 60° のものを使用します。
もし、DIY などの時に電動ドリルを使って穴をあけるのにドリルが滑って苦労するという場合は、センタードリルを 1本買っておくと便利ですよ。
趣味レベルで使うなら、安いものでも十分だと思います。
まとめ|センタードリルとセンター穴が支える加工の土台
センタードリルは部品加工の現場で不可欠な“縁の下の力持ち”です。頻繁に使うわけではなくても、いざ無ければ加工が成り立たないというほど重要な存在です。
旋盤加工や円筒研磨など、ワークの芯を正確に取るためにはセンター穴が必須であり、センター穴の角度・深さ・径といったJIS規格に準拠した適切な加工が求められます。なかでも60°のテーパー角は基本中の基本。うっかり90°で加工してしまうと保持できず、加工精度が大きく落ちる原因になります。
また、ドリル加工前の位置決めガイドとしてもセンター穴は非常に有効です。とくに10mm以下の細径ドリルでは芯ズレ防止の観点からも、センター穴があるかどうかで結果が大きく変わります。
センタードリル自体も種類が豊富で、現場の条件や材質に合わせた選定が重要になります。よく使われる径は2~4mmが中心で、DIYレベルでも1本持っておくと非常に便利です。
普段は脇役ながらも、加工精度・仕上がり・工具寿命すべてに密接に関わるセンター穴加工。「たかがセンタードリル」と思わず、しっかり理解して選び、使いこなすことが高品質な加工への第一歩になります。