エンドミルを購入するとき、あるいは使うときに加工条件ってどうするか?
加工初心者のみならず、ベテランになっても新しく発売された工具などはメーカーカタログを参考にしたりするものです。
そこから、自分が加工している材料とか、使っている機械や切削油によって少しずつ条件を変えたりします。
ところが、工具メーカーのカタログなどに載っている「切削条件表」を見ても、どうやって計算したらいいのか分からない!!
なんてことありませんか?(特に初心者さん)
ここでは、計算方法について紹介します。
エンドミルの切削条件の計算方法
刃物の切削条件として欲しいのは、機械値で回転数(S)とか送り速度(F)だと思います。
機械によっても違うかもしれませんが、大体は回転数と送り速度を入力して加工しますからね。
これらの数値を計算するにあたり、必要になってくる情報としては以下のようなものです。
切削速度 Vc (m/min)・・・一分間に何メートル進むか
Vc = π(円周率3.14)x D(刃物の直径mm)x n(回転数)÷ 1000
回転数 n(min-1)・・・一分間に何回転するか
n = Vc ÷ π(円周率3.14)÷ D(刃物の直径mm)x 1000
テーブル送り Vf(mm/min)・・・一分間に何ミリ進むか
Vf = n(回転数) x fz(1枚刃送り) x Z(刃数)
一枚刃送り fz(mm/tooth)・・・一枚の刃が一回転するときに何ミリ削るか
fz = Vf ÷ n(回転数)÷ Z(刃数)
さて、どうやって計算するか。
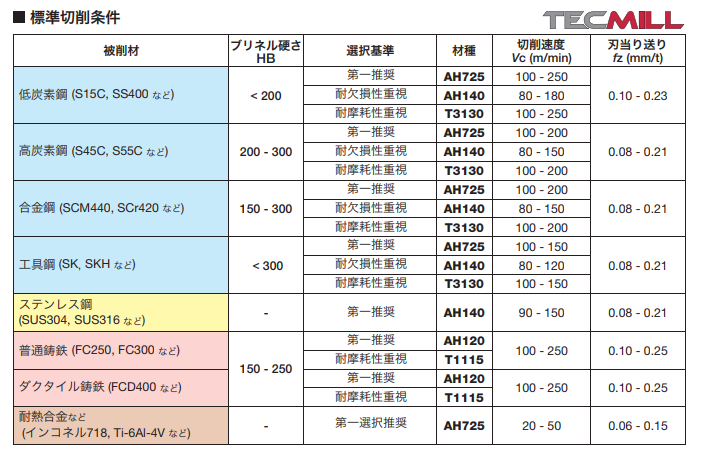
実際にカタログを例に出してみましょう。
例えば、タンガロイの工具の切削条件表です。
工具径が50mm
刃数が3
とします。
工具径や刃数はその工具のカタログを見れば載っています。
では回転数を計算してみましょう。
上の条件表の一番上のものを計算してみると、Vc(切削速度)=100の条件の場合。
計算式は
n(回転数)= 100(切削速度) ÷ 3.14(円周率) ÷ 50(工具直径) x 1000
になります。
なので、回転数は637になります。
機械によっては、「回転数(S)」で表示されているかもしれません。
次にテーブル送り速度を計算してみます。
fz(一枚刃送り)を0.1とします。
Vf(テーブル送り速度) = 637(回転数) x 0.1(一枚刃送り) x 3(刃数)
これを計算すると191になります。
機械によっては、表示が「送り速度(F)」になっているかもしれません。
つまり、回転数637、送り速度191という条件で加工することになります。
数字を当てはめていけば電卓で簡単に計算できます。
エンドミルの切削条件を計算する手順の基本
どのような工具カタログを見ても、大体はVc(切削速度)とfz(一枚刃送り)が記載されているはずです。
カタログによっては
Vcを「V」と表記したり、fzを「f」と表記しているものもあります。
同じ意味なので混乱しないようにしましょう。
切削条件を計算するにあたり、最初にチェックすることは次の2項目です。
- 刃物の直径(D)
- 刃数(Z)
これがわかれば、まずは刃物の回転数を計算します。
n = Vc (カタログに記載されている数字)÷ π(3.14)÷ D(刃物の直径mm)x 1000
次にテーブル送り速度を計算します。
Vf = n(先に計算しておいた回転数) x fz(1枚刃送り) x Z(刃数)
簡単でしょう?
上の計算式は是非ともメモっておいてください!!
もしも計算した回転数も回せない場合はどうするか?
機械によっては、推奨回転数も回せない場合があったりします。
例えば、推奨回転数がn = 4000だとします。
でも、持っている機械は回転数が3500までしか上がらない。。。
そんな場合はどうする?
答えは簡単ですね。
回転数を下げればいいんです。
そして、下げた回転数にあったテーブル送り速度を計算すればよいだけです。
簡単でしょう?
まとめ
エンドミルの切削条件は回転数とテーブル送り速度で決まるわけではありません。
あくまでも、これらの条件でどれだけの深さを削るか?どれだけの幅を削るか?ということなども考えないといけません。
切込み量についても、メーカーカタログに記載されていると思いますのでチェックしましょう。
そのうえで、条件を少しずつ変えてみたりしながら、最適な回転数などを見つけていくのです。
条件を変えるときにも、基本となる計算方法はお忘れなく!!