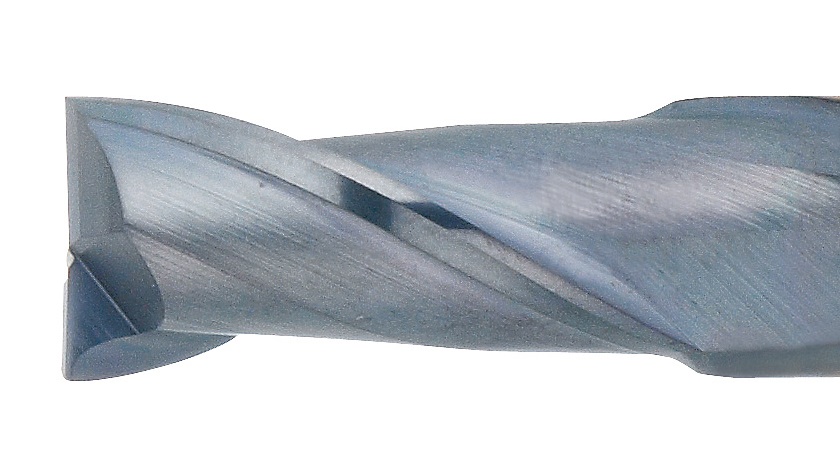
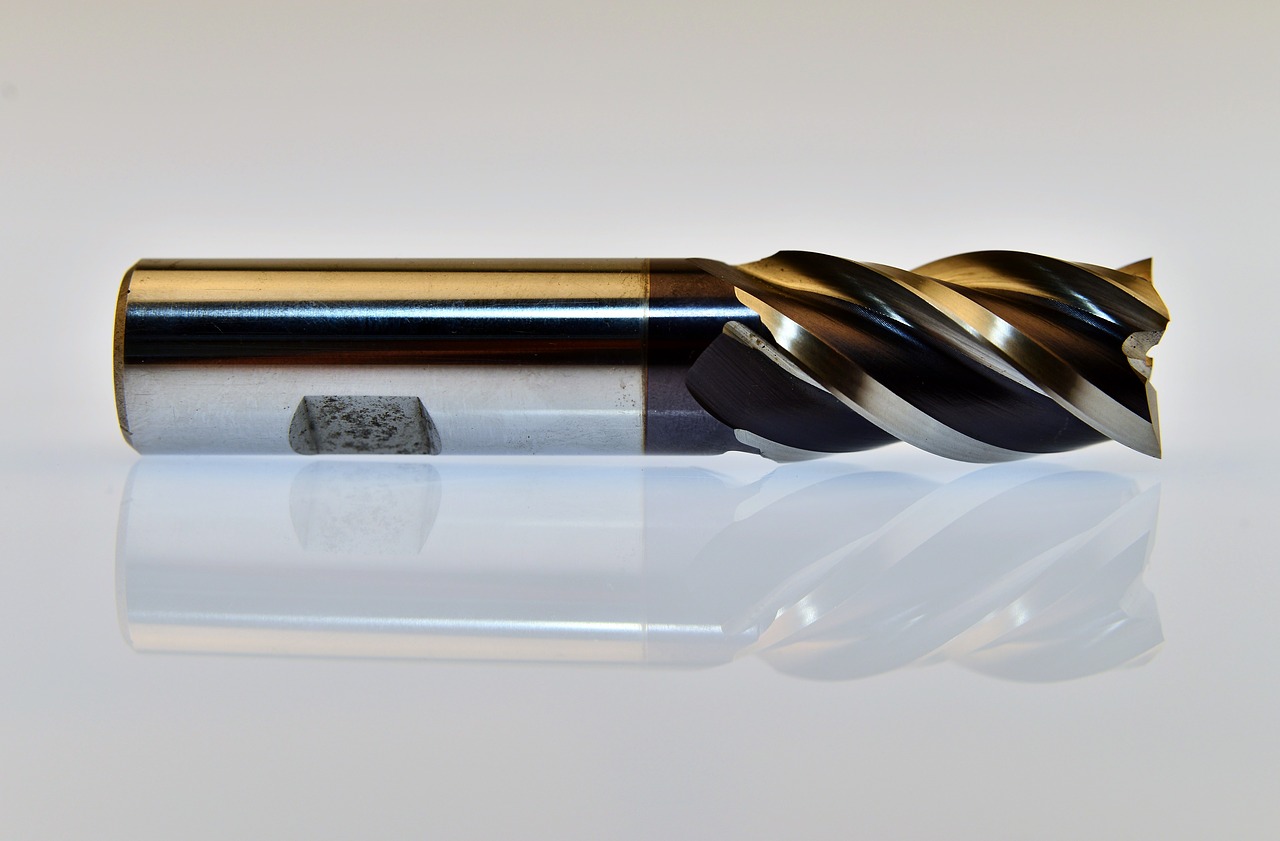
フラットエンドミル(スクエアエンドミル)とはエンドミルの底が平らになっているものを指します。
最も多用するエンドミルですね。
ちなみに、底が丸になっているものはボールエンドミル。
あるいは、刃先にRが付いているものはラジアスエンドミル(あるいは単純にRエンドミルとも言う)。
スクエアエンドミルには大きく2つのタイプがあります。
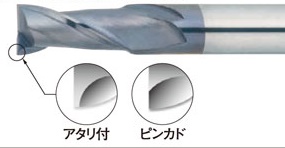
- ギャッシュ(アタリ付)
- ピンカド(シャープエッジ)
同じように見えて、実は違う2つ。
使い分けってどうするの?と思っている人も多いかと。
なので、簡単に使いわけについて紹介します。
ギャッシュ(アタリ付)とピンカドの違いとは?
そもそもギャッシュとは何か?
Gash という英単語の意味を調べると、「深い傷」とか「深い溝」というようなことが書いてあります。
まぁ、その名前の通りなんですが、エンドミルの刃の裏には溝(凹み)があります。
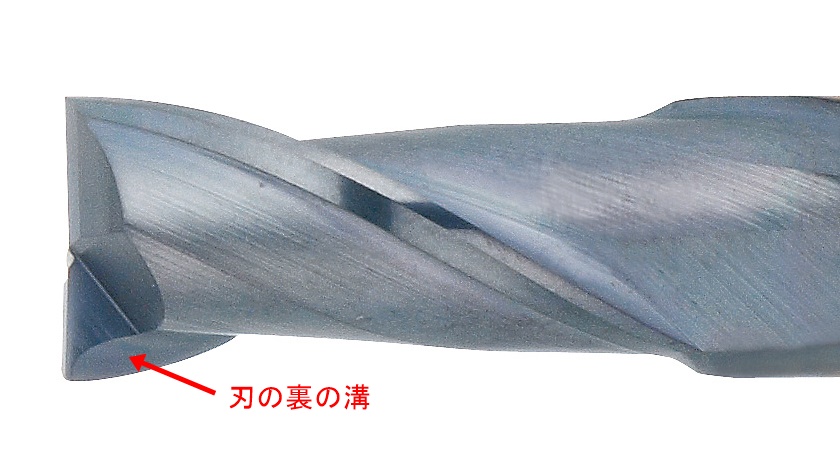
この溝のことをギャッシュと呼んでいます。
そして、この溝(ギャッシュ)が刃先の外周より少し上で切り上げられているものをギャッシュ当てエンドミルと言います。
一方で、溝が刃先より下まで突き抜けているものをピンカドエンドミルか区別されます。
ミスミのカタログには、ギャッシュ当てを「アタリ付」と表記しています。
ギャッシュエンドミルとピンカドエンドミルの使い分けは?
ギャッシュエンドミルは刃先の裏に溝が無い部分があるため、刃物強度が上がります。
つまりチッピング(刃先が欠けること)しにくいというメリットがあります。
その反面、切削性が劣るため仕上がり切削面はきれいになりにくい。
「切削性が悪い=ビビりが出やすい」ということから、Φ2以下の小径刃物ではギャッシュ当てを使うと加工面が思うように仕上がらないということがよくあります。
一方、ピンカドエンドミルは刃先まで裏の溝があるので切削性に優れます。
つまり加工ビビりが少ないということ。
仕上げ加工で面粗度を上げたいときにはピンカドエンドミルを使うべきです。
しかし、刃先がピンピンになっているので、負荷が大きい切削をするとチッピングしやすいので注意しないといけません。
負荷が大きいってどれくらい?という質問があるかもしれませんが、それはエンドミルのサイズと種類によって異なります。
カタログを見れば、推奨される切込み量などが記載されていると思いますので、それらを参照するとよいでしょう。
あるいは、経験豊富な人に意見を聞くのもありです。
まとめ
ギャッシュとはエンドミルの刃の裏にある溝のこと。
切削屑を逃がす溝だと思えばよいですが、この溝が刃先まであるか無いかの違いで、ギャッシュエンドミル、ピンカドエンドミルを区別します。
荒加工のようにバリバリ削るような場合には、ギャッシュエンドミルを使うと刃先のチッピングが少なくて良いですし、仕上げ加工をする場合はピンカドエンドミルを使うとビビりも少なく面粗度が良好になりますよ。
sponsored link