切りピッチ「ねじ切り加工、これで合ってるのかな…?」
そんな不安を感じながら、旋盤に向かっている方も多いのではないでしょうか。 特に、おねじの切削はピッチや回転数、ねじ山の形状など、思い出すべき要素が多くて不安しがちです。
この記事では、旋盤によるねじ切り加工の基本から、失敗を防ぐための手順やポイントまでをわかりやすく解説します。 切削条件の設定や送り量、工具の検討といった実践的な内容も丁寧に取り上げているので、明日からすぐに活かせます。
この記事を読むことで、以下のことがわかります:
-
ねじ切り加工の原理と仕組み
-
ねじ切りバイトやダイヤルの使い方
-
計算ピッチと主軸回転数の考え方
-
よくある失敗とその回避法
現場で一人でも自信を持って加工できるようになりたい方は、ぜひ最後までご覧ください。
旋盤ねじ切りの基本と仕組みを押さえよう

ねじ切り加工は、旋盤を用いた金属加工において非常に重要な技術の一つです。
ここでは、「旋盤でどのようにねじを切るのか?」「タップ加工とはどう違うのか?」といった疑問を持つ初心者の方から、より深く理解したい経験者の方まで、旋盤によるねじ切り加工の基本と仕組みを分かりやすく解説します。
旋盤ねじ切り加工の基本原理
旋盤でねじを切る際の最も重要な要素は、「主軸の回転」と「前進装置の同期」です。具体的には、以下のプロセスでねじ山が形成されます。
- 切削工具(ねじ切りバイト)の準備: 適切な形状のねじ切りバイトを工具台に固定します。
- ワーク(被削材)の固定: 加工するワークをチャックなどの固定具で旋盤にしっかりと取り付けます。
- 主軸の回転と送り運動の同期: 旋盤の主軸が回転するのに合わせて、前進装置が一定のピッチでバイトをワークに対して直線的に移動させます。
- ねじ山の切削: バイトが移動しながら、ワークの表面を少しずつ削り取り、目的のねじ山形状を作り出します。
例えば、ピッチ1.5mmのねじを加工する場合、主軸が1回転するごとに送り装置が1.5mm進むように精密に設定する必要があります。この正確な同期を実現するためには、旋盤内部のねじ切りギアや、主軸と送りねじの連動設定が非常に重要になります。
旋盤の種類と基本原理
旋盤には、手動操作が中心の「汎用旋盤」と、プログラム制御によって自動で加工を行う「NC旋盤」などがあります。どちらの旋盤を使用する場合でも、ねじ切り加工の基本的な原理は変わりません。
NC旋盤では、前進速度や切り込み量などが自動で精密に管理されるため、より高品質で複雑なねじ切り加工が可能です。さらに詳しい情報については、こちらの解説記事も参考にしてください。[詳細はこちらの解説記事も参照してください]
切削条件の設定
ねじ切り加工の品質を高めるためには、「切削条件(回転数・送り・切り込み深さ)」の適切な設定が不可欠です。
- 回転数: ワークの材質やサイズ、使用するバイトの種類によって適切な回転数を選択します。
- 送り: ねじのピッチに合わせて、主軸の回転ごとのバイトの移動量を設定します。
- 切り込み深さ: 一度に削る量(深さ)を設定します。切り込み量が多すぎると、バリやチッピング(刃先の欠け)の原因となり、過小な場合は加工に時間とコストがかかります。
加工する材料の種類やワークのサイズを考慮し、無理のない切削条件を設定することが、高品質なねじ切り加工を実現するための重要なポイントです。
タップ加工と旋盤ねじ切りの違い:用途と使い分け

ねじを切る加工方法として、旋盤によるねじ切りと並んでよく知られているのがタップ加工です。ここでは、それぞれの特徴と、どのような場合にどちらの加工方法が適しているのかを解説します。
タップ加工とは?
タップ加工は、主に「めねじ(内ねじ)」を切るために使用される専用工具(タップ)を用いた加工方法です。ドリルなどで事前に開けた下穴にタップをねじ込むことで、内側にねじ山を形成します。
>>>ネジ穴加工に使うタップ(Tap)の種類と使い分けはコレだけ覚えておけばOK
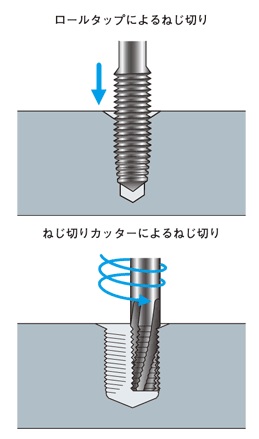
マシニングセンター(フライス盤)だと、タップとは違うねじ切りカッターという工具を使ってネジ穴の加工をする方法があります。専用のネジ切りカッターをスパイラル動作させながら加工します。
ネジ切りカッターとタップは工具の形が似ていますが、使い方が異なります。
(引用:misumi)
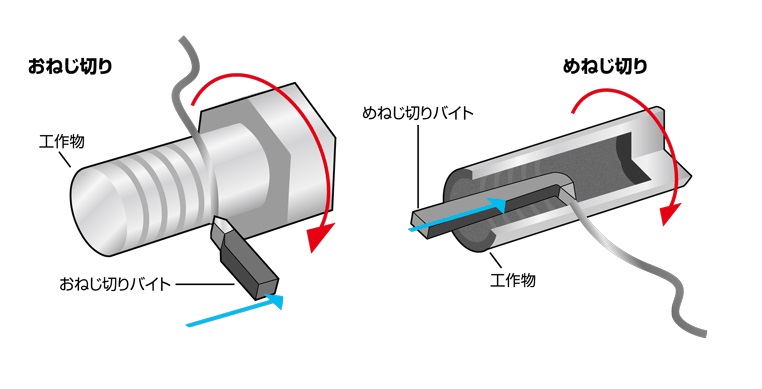
旋盤加工機でネジ切りをする場合、加工物の回転と刃物送りをネジのサイズに合わせて動かせば、ねじ山が加工できます。旋盤加工であれば、雄ネジも雌ネジもどちらも簡単に加工できます。
(引用:monotarou)
この他に、旋盤加工ではないですが、雄ネジを大量生産する時に使われる転造ダイスによる加工もあります。
これは、予めネジ山を加工した丸ダイスや平ダイスで未加工の丸棒を挟み込み捻り切ることで、丸棒にネジ山が加工できる仕組みです。ダイスの素材は焼入れをした硬い金属です。
旋盤ねじ切りとの違い
一方、旋盤によるねじ切りは、ワークを回転させながら切削工具(ねじ切りバイト)で削り出す方法で、主に「おねじ(外ねじ)」の成形に用いられます。
それぞれのメリット・デメリットと使い分け
| 加工方法 | 主な用途 | メリット | デメリット |
|---|---|---|---|
| タップ加工 | めねじ | 専用工具で比較的簡単に加工できる、小径のめねじ加工に適している | 大径ねじや特殊ピッチのねじには不向き、貫通穴または浅い止まり穴の加工が基本 |
| 旋盤ねじ切り | おねじ | 高精度な加工が可能、大径ねじや特殊ピッチ、複数条ねじ(多条ねじ)などにも対応できる柔軟性がある | 高い加工技術が必要、専用バイトやゲージなどの工具管理が必要、効率的な大量生産には不向きな場合がある |
旋盤ねじ切りの強み
旋盤ねじ切りの最大の強みは、その精度の高さと対応できるねじの種類の豊富さです。例えば、M20×1.0のような細目ねじや、通常のタップでは難しい複数条ねじ(多条ねじ)の加工も可能です。多条ねじについてさらに詳しく知りたい方は、こちらの記事をご覧ください。(「多条ねじ」とは何か?)
加工方法の選択
最終的にどの加工方法を選ぶかは、加工する部品の種類、必要な寸法精度、そしてコストなどを総合的に考慮して決定する必要があります。効率的な大量生産を目指す場合は、転造などの別の加工方法がよりコスト効率が良い場合もあります。
用途や目的に最適な加工方法を選択することが、高品質な部品製造の鍵となります。
旋盤ねじ切りの手順と計算式|正確に加工する方法

ねじ切り加工は、金属部品の製造において不可欠な要素ですが、その精度が低いと、組み立て不良や部品の早期破損につながる可能性があります。「ピッチが設計と違う」「ネジ山が潰れてしまった」といった経験をお持ちの方もいるのではないでしょうか。
本項では、旋盤を用いたねじ切り加工を正確に行うための手順と、重要な計算式について、具体的な数値を交えながら詳しく解説していきます。精度の高いねじ切りを実現するために、ぜひ本項の内容を参考にしてください。
旋盤ねじ切り加工の流れと段取り手順
旋盤で正確なねじ切りを行うためには、事前の準備と、正しい手順に沿った作業が不可欠です。ここでは、ねじ切り加工の具体的な流れと、各段階における重要なポイントを解説します。
まず、加工に入る前に、加工図面を確認し、必要なねじの種類(メートルねじ、インチねじなど)、呼び径、ピッチ、有効径といった情報を正確に把握します。例えば、M10×1.5のメートル並目ねじを加工する場合、呼び径は10mm、ピッチは1.5mmとなります。
次に、適切なねじ切りバイトを選定します。ねじの種類やピッチに合わせて、正しい形状とサイズのバイトを使用することが重要です。例えば、メートルねじ用であれば、一般的に60°の角度を持つバイトを使用します。(インチネジなら55°)
バイトの刃先が摩耗していると、精度の低いねじ山になるため、事前に確認し、必要であれば研磨を行います。
ワーク(被削材)の固定も重要な工程です。チャックや芯押し台を用いて、ワークがしっかりと、かつ正確に旋盤に取り付けられていることを確認してください。ワークの振れが大きいと、ねじの精度に悪影響を及ぼします。
いよいよ切削に入ります。最初は、ねじの外径を設計寸法に合わせて加工します。例えば、M10のねじであれば、外径を10mmに仕上げます。この工程での精度が、最終的なねじの精度を左右するため、慎重に作業を進めます。(場合によっては、10mmよりも少し細くすることもあります)
ねじ切り加工の本番では、低速回転で、数回に分けて徐々に切り込んでいきます。一回の切り込み量を大きくすると、バイトに過度な負荷がかかり、チッピング(刃先の欠け)や、ねじ山の潰れの原因となります。例えば、深さ1mmのねじ山を切る場合、0.1mm程度の切り込みを数回繰り返すのが一般的です。
最初の数回は、軽く切り込み、ねじ山が正しく形成されているかを確認します。専用のねじゲージやノギスを使用して、ピッチや外径を測定し、設計値と合っているかを確認します。もし、ピッチがずれている場合は、送り機構の設定を見直す必要があります。
最終的な仕上げでは、さらに細かい切り込みで、ねじ山を滑らかに仕上げます。切り込み量を0.05mm程度にまで小さくし、丁寧に加工することで、高品質なねじ山を得ることができます。
加工後は、バリ取りを行い、ねじ山に付着した切り粉などをきれいに取り除きます。再度、ねじゲージなどで精度を確認し、問題がなければ加工完了となります。
ねじのピッチ計算・主軸回転数・切り込み量の出し方
旋盤ねじ切り加工を正確に行うためには、いくつかの重要な数値を計算する必要があります。ここでは、ねじのピッチ、主軸回転数、そして切り込み量の基本的な計算方法について解説します。
まず、ねじのピッチは、ねじ山とねじ山の間の距離を示すもので、設計図面に必ず記載されています。メートルねじの場合、「M10×1.5」のように表記され、「1.5」の部分がピッチを表します。インチねじの場合は、「1/4-20UNC」のように表記され、「20」は1インチあたりの山数を表します。ピッチを計算する場合は、「25.4(mm/インチ)÷山数」で求めることができます。
例えば、20山の場合は、25.4 ÷ 20 = 1.27mmがピッチとなります。
>>>管用「イチブ(一分)タップ・ニブ(二分)タップ」の呼び名の基準とは?
次に、主軸回転数の設定は、切削速度とバイトの材質、ワークの材質によって決まります。一般的に、高速度鋼(ハイス)のバイトを使用する場合、軟鋼であれば切削速度は20~30m/min程度が目安となります。主軸回転数(rpm)は、以下の計算式で求めることができます。
主軸回転数 (rpm) = (切削速度 (m/min) × 1000) ÷ (π × ワークの直径 (mm))
例えば、直径20mmの軟鋼のワークを、切削速度25m/minで加工する場合の主軸回転数は、(25 × 1000) ÷ (3.14 × 20) ≒ 398 rpmとなります。ただし、これはあくまで目安であり、実際の加工では、ワークの剛性やバイトの状態などを考慮して微調整する必要があります。
切り込み量は、一回の切削でバイトをワークにどれだけ深く食い込ませるかを決める数値です。適切な切り込み量は、ねじの精度と加工効率に大きく影響します。一般的に、最初の数回は0.1mm程度、仕上げの段階では0.05mm以下の細かい切り込みで加工を行います。切り込み量が大きすぎると、ねじ山が荒れたり、バイトが破損したりする原因になります。
材質やねじのサイズによって最適な切り込み量は異なりますが、最初は小さめの値から試し、徐々に増やしていくのが安全な方法です。
このように、旋盤ねじ切り加工では、正確な手順と計算に基づいた作業が重要になります。これらの知識と技術を習得することで、より高品質なねじ切り加工が可能になります。
旋盤ねじ切りで失敗しないためのコツ

実際に旋盤でねじ切り加工をしていると、どうしても避けられないのが、バリの発生、加工中のビビリ、そしてねじ山の欠けといった問題です。これらのトラブルは、使用する工具の選定や段取りの良し悪しだけでなく、ちょっとした工夫や、加工中の注意力 が不足しているだけでも起こりえます。
本項では、これらの問題を未然に防ぎ、高品質なねじ切りを実現するためのコツを、具体的な事例を交えながら詳しく解説していきます。技能検定対策としても役立つ情報も盛り込みますので、ぜひ参考にしてください。
旋盤ねじ切りのバリ・ビビリ・欠け対策まとめ
ねじ切り加工で頻繁に発生する品質トラブルの原因と、それに対する実践的な対処法を解説します。
まず、バリの発生は加工条件と切削工具の摩耗が大きく関係しています。 特に送り速度が速すぎると、切削抵抗が非常に多くて工具の刃先が逃げやすくなり、バリが出やすくなる傾向があります。
また、材質が柔らかいアルミや黄銅などは切りくずが逃げにくいため、チップブレーカ付きの切削チップを使用し、エアブローや切削オイルで切りくず排出性を高めることが重要です。
次に、びびり(振動)の原因は様々ですが、代表的なのは次の3つです。
-
刃の突き出し量が長すぎる(工具剛性不足)
-
主軸回転数と前進量のバランスが悪い
-
切り込みが深すぎる
びびり対策としては、突き出し量を控えめにし、主軸回転数を正しく下げる(例えば300rpm→200rpm)。また、切り込み量を0.05mm以下にすると効果的です。
そしてネジの欠損(チッピング)ですが、これは特に最終仕上げ時に無理な切削や硬質材(焼入れ鋼など)への加工で発生しやすいです。
このような場合は、切削バイトの材質を超硬からセラミックやCBNに変更するような対策が有効です。
引用:日本機械学会「ねじの加工と品質向上技術」(https://www.jsme.or.jp/)
旋盤加工で作るネジの落とし穴

タップやネジ切りカッター、転造ダイスによるネジの加工とは違い、旋盤によるネジ加工では正確に加工できているかどうかをチェックしないといけません。
ネジ加工のプログラム上では間違いが無くても、使用する工具の磨耗具合や機械の精度などによって、微妙にネジが規格からズレてしまうことがよくあるのです。なので、基本はネジゲージを使ってチェックしないといけません。
どうしてもゲージが無い場合、雌ネジを削る時は、ゲージ代わりにボルトが入るか加工の都度チェックしたりします。雄ネジを削る時は、ゲージとなるナットなどが入るかチェックします。
もし、ボルトやナットが入らない場合は、機械で工具補正値を入力してネジが入るように調整しなければなりません。
初心者の頃は、何も気にせずネジを旋盤で加工し、ゲージチェックをせずに加工品を機械から外してしまうことがあります。そして、お客様から「ネジが入らない!」とクレームがくるのです。一度外した加工品を再度旋盤機にセットして、ネジ切り修正をするのはそこそこの職人レベルがないと難しい。
ネジ加工の修正できないぃぃ!!って嘆いている姿は幾度となく見てきましたから、あなたもご注意を。
まとめ
旋盤による切りねじ加工は、高精度な部品製作に欠かせない重要な技術ですが、その逆、ピッチのズレ、ねじ山潰れ、バリやびびりなどのトラブルも多く発生しやすい繊細な工程です。
この記事では、旋盤ねじ切りの基本原理から、タップ加工との違いと使い分け、さらには正確な加工手順・計算式・失敗を避けるための実践的なコツまで、現場目線で慎重に解説してきました。
特に、ピッチや送りの計算方法、主軸回転数の算出式、切り込み量の設定といった「数字で押さえるべきポイント」や、工具の選択と調整法、ゲージを使った確認仕上げの重要性は、初心者から中堅技術者まで必見の内容です。
ネジが合わない、というたった一つのミスが全体の工程や信頼を揺るがす可能性もありますので、本記事で紹介した内容をしっかり実践し、不良ゼロのねじ切り加工を目指しましょう。
確実な段取りと計算に裏付けされた作業こそが、自信と正確に直せるプロの仕事です。