部品加工をする材料で炭素鋼と言えば・・・
S45CやS50Cを思い浮かべる人が多いのではないかと思いますが、材料って大きく分けると板材と丸材があるんですね。
部品加工をやっている者からすれば、当然のことのように知っているんですけど、材料の種類によっては丸材しかない、あるいは逆に板材しかない(厳密に言うと、作っていない)というものもあります。
例えば、S50Cは丸材が無くて、板材のみです。
なので、旋盤加工品の図面に「材質 S50C」と書いてあるならば、S45Cに変更させてもらうなどの問い合わせをしておかないといけません。
たいがいは問題ないです。
というように、材質によって素材形状に縛りがあったりするので注意しないといけません。
丸材しかない材料を使って、角物部品を作るにはどうするか?
ブロック状の部品を作るのに、丸材しかない材料をどーしても使わないとダメ!
という仕事があったとします。
仕方ないので丸材から角に削りだすしかないですね。
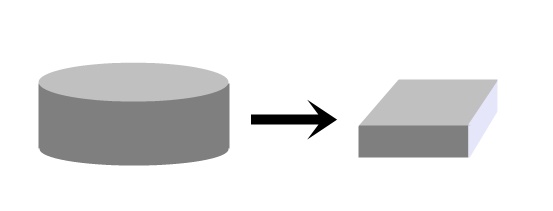
削りだす方法は、丸材を購入してフライスでバリバリと削るのが1つ。
もう1つは、ガス切り溶断、レーザー溶断とか、ノコで切断するという方法もあります。
もちろん、溶断とか切断した面はフライスで面を削って仕上げます。
図面に波(~)記号が入っていれば、切断面のままでもOKです。
ただし、丸材から角を削り出すと非常に歩留まりが悪いです。
無駄に捨ててしまわないといけない部分が出てくるんです。わかります?
例えば、縦 x 横が100 x 100 の角を丸材から削り出そうと思ったら、Φ141.5くらいの素材は最低必要ということになります。
この計算方法が分からないという人は、「丸材から角材を切り出す時に用意する丸材寸法の計算」という記事をご覧ください。
自動計算できるようにもしています。
なので、無駄が多いことから材料費はちょっと割高になります。
角材しかない材料から丸い部品を作るにはどうするか?
先ほどとは逆のパターンだとどうしたらよいか?
まぁ、滅多にこういう仕事はないですけど、もしもあったらという前提で話をします。
その場合、大きさにもよりますが小さなものなら、フライスで丸く削ればいいでしょう。
そのあと、旋盤で削りなおすかフライスでそのまま仕上げてしまうかどちらでもいい。
ただ、真円度が出やすいのは旋盤です。
一方、Φ200とかΦ300のように大きなサイズになってくると、さすがにフライスで削るには・・・という感じがしますよね。
この場合は、溶断します。
丸い形に溶断してから旋盤で加工したりする。
でも、あまりに厚みが大きいものだと溶断すらできない場合があります。
適切なサイズの丸材や角材がない場合はどうするのか?
大きなサイズの部品になってくると、すでに作られている規格寸法では足りない材料が必要になったりもします。
こうなると、材料が無いのでどうしようもないですよね。
こういうケースは、大手企業ならば鋼材メーカーに何十トン単位以上で特別に作らせたりしていることもあります。
あるいは、鍛造できる素材ならば小さな鍛造屋でも頼むことで作ってもらうことは可能です。
しかし、なかなかこういうケースはないかもしれない。
ということで、これから加工する部品の材料は丸材なのか板材なのかを知っておくとよい。
丸か角かは材料屋に聞けば教えてもらえますよ。