部品加工(ものづくり)の世界にいると、圧入という言葉をよく聞くようになったりします。
でも、部品加工に詳しくない人やまだまだ新米さんにとって
- 圧入ってどうやるの?
- 圧入するための特別な加工ってあるの?
- 「はめあい」ってそんなに大事?
- そもそも「はめあい」って?
などの疑問があるかと思います。
ここでは、圧入とはめあいについての超初歩的なことをまとめます。
この記事を読むことで、部品加工初心者さんが
あぁ、圧入ね!
ってちゃんと理解してもらえることを期待しています!!
「はめあい」と「圧入」とは
何だか「はめあい」と「圧入」のことがごちゃごちゃになっている人がいますが、根本的に圧入というのは読んで字のごとく動作を示します。
圧力をかけて入れる
それ以外の意味はない。
一方で「はめあい」というのは、穴と軸(筒)のお互いの関係を示したものです。
状態を指す言葉であり、どれくらいのキツさで穴に軸(筒)がはまるか?という度合いを
はめあい(嵌め合い)
と呼んでいるのです。
つまり、はめあいには強い・弱い・中くらいというような種類があるということです。
「はめあい」の種類
穴に軸(筒)をはめることを「●●ばめ」と呼びます。
その名前によって、はめあいの強さが変わります。
主に次の3つに分けられます。
- すきまばめ
- 中間ばめ
- しまりばめ
すきまばめ
すきまばめでは
穴の径 > 軸(筒)の径
という関係になります。
穴の方が大きいので、圧入をしなくても入るレベルのゆるさですね。
すきまばめには、「最小すきま」とか「最大すきま」という言葉がありますが、これは穴と軸(筒)の間にどれだけのすきまが許されるかという範囲を指します。
例えば、極端ですが 10mm の穴に 5mm の軸を突っ込んでも、これは「はめあい」とは言いません。
これじゃぁ、ただの穴と棒です(笑)
スッカスカです。
はめあいとは、穴に軸(筒)を入れた時に軸がガタガタ動かない程度のしっくり感がないといけません。
すきまばめの場合は、穴の中に入れた軸(筒)がクルクルと回転したりスライドしたりできるレベルのはめあいです。
しまりばめ
「中間ばめ」を省略して先に「しまりばめ」です。
穴 < 軸(筒)
という関係にあるはめあいのことを指します。
穴の方が小さいのに、軸(筒)が入るの!?と思ってしまいますが、入っちゃうんですよね。実は。
それこそ、圧入や焼きばめ、冷やしばめ、という方法で入れます。
しまりばめでは、必ず ”しめしろ” というものがあります。
元々、穴の方が軸よりも小さいのですが、穴の径が軸の径よりもどれだけ小さいかというのが ”しめしろ” です。
しめしろが小さいと当然、穴に軸を突っ込んだ時に軸をホールドする力が弱いですね。
入れた軸(筒)はちょっとやそっとじゃ動きません。
場合によっては、一度入れると、取り外すためには部品そのものをぶっ壊さないといけないものだってあります。
焼きばめ(焼きバメ)って何?冷やしバメは?
ちょっと補足です。
しまりばめの中に、焼きバメとか冷やしバメという方法があり、業種によっては結構部品加工の世界ではお目にかかる言葉の1つかもしれませんので簡単に説明すると共に、焼きバメと冷やしバメの使い分けについても書いておきますね。
まず、焼きバメをするのは主に金属です。
金属(鉄)は熱を加えると膨張します。
ドーナツ状の金属を加熱すると、中心の穴は広がり軸が入りやすくなります。
このうちに軸を打ち込み、熱した金属を冷やします。
冷やされた金属は再び元の大きさに収縮するので、軸を締め付けるようになります。
これが、焼きバメ。
一方、冷やしバメはこの逆です。
金属は冷やすと収縮する傾向にあるため、軸を冷やして径を細くします。
ちなみに、冷やす温度は-70℃とか液体窒素を使ったりします。
このうちに、穴に軸を打ち込んで常温になるまで温めます。
すると、軸は元の大きさに膨張しますので、穴を押し広げるように固定されるわけです。
焼きバメと冷やしバメの使い分けは?
鉄は加熱すると膨張することには間違いないのですが、穴という穴全てが加熱によって大きく広がるというわけではありません。
例えば、大きな鉄ブロックに小さな穴があいているとします。
このブロックを加熱すると、鉄全体は膨張するのですが、膨張する力が穴の方に強くかかってしまって、逆に穴が小さくなってしまうのです。
なので、焼きバメができません。
もしも、ピンを入れたいのであれば、ピンを冷やして冷やしバメするのが正解ということですね。
焼きバメか冷やしバメかで分からなくなったら、素材の大きさや形状と穴の大きさを見て判断するのです。
※焼きバメ公差というものが一応JIS規格であります。穴の径、軸の径をそれぞれいくらにするとよいかという数字ですね。
よく見る公差だと、軸の径よりも穴の径のほうが 0.01~0.03mm ほど小さいものが多いかもしれません。
圧入するってどんな時?
ここで、最初の圧入の話にもどります。
圧入は基本的に「しまりばめ」のときに行います。
「すきまばめ」では圧入しません。(圧入なんかしなくっても入りますから)
要するに、手で軸を押し込もうとしても穴に入らないときに何らかの機械的圧力をかけて無理くり入れるという感じです。
圧入するためには、ハンドプレスなど何かしらの道具を使います。
ただし、圧入シロ(はめあいシロ)を間違えると、部品がおしゃかになるので注意しないといけません。
10mm の穴に 11mm の軸は入りません!!
ちなみに、ピンなどをハンマーなどで打ち込んでいく場合は、カチコミなどと言います。
位置決め用のノックピンなどはカチコミをよくしますね。
はめあい公差とは
圧入するための穴と軸(筒)の公差関係(はめあい)のことを「はめあい公差」って読んでいます。
よくある公差表にこのようなものがありますよね↓
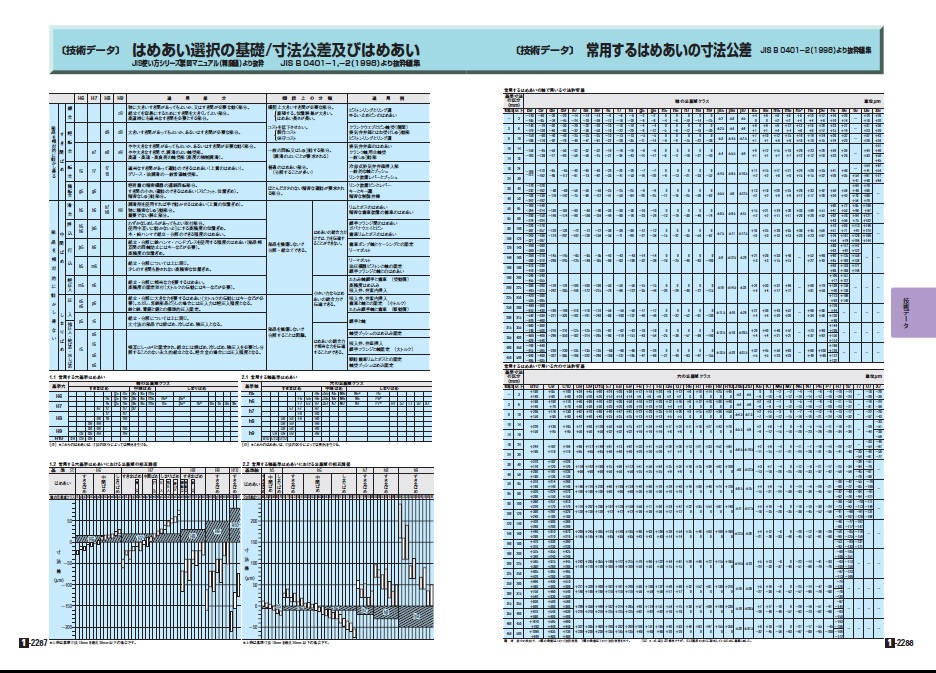
ごちゃごちゃ~っと書いていますが、部品加工する人にとっては永久保存版くらい大事な表です。
図面を見ていると、「H7」とか「h7」、「g6」なんて記号を発見すると思います。
それが、公差記号です。
それぞれの、アルファベットごとに公差の範囲が異なります。
公差範囲は表をみて調べればわかる。
ルールとして、穴の径に対してはアルファベットの大文字で表記します。
一方、軸の径に対してはアルファベットの小文字で表記します。
はめあい公差は金属素材やどれくらいの強さにしたいかによっても変わります。
よくあるオイレスブッシュや砲金ブッシュなどを鉄に圧入する時には、はめあい計算をしてしめしろを調整するのが正しい方法です。
でも、いちいち細かいことまで・・・・という場合は、ブッシュの径よりも0.02mmくらい小さめを狙って穴の寸法を仕上げておくとよいかもしれません。
あまり、穴径を小さくしすぎるとブッシュを圧入した時、ブッシュの内径が小さくなってしまいますので注意してください。
まとめ
いかがでしたでしょうか。
はめあいのことザックリと分かりましたか?
図面を見て、ブッシュを圧入と書いてあったら穴は小さく加工すると思って正解です。
一方で、シャフトなどの回転軸を突っ込む穴は「すきまばめ」が原則です。
軸の径よりも穴の径を 0.02~0.03mm くらい大きくして、軸がスムーズに回転するようにします。