
金属加工のための切削工具は進化し続けています。
各メーカーは切削性の優れたもの、工具寿命が良いものなど工夫を凝らしてラインナップが入れ替わるのです。
しかし、新しい工具は価格が高かったりするので、ほいほいと乗り換えできない事情があったりしますよね。
コストパフォーマンスの重要性ってやつです。
そんな悩みを解決してくれるサービスとして、既存の工具に処理を施すだけで工具寿命が1.5-2倍になると噂になっているのがEB処理です。
EB処理は大阪府富田林市にある株式会社エレクトロンチャージャー研究所(旧:有限会社イーバランス)という会社が提供しているサービスです。
EBと聞くと、電子線 (electron beam)を思い浮かべる人もいるかもしれませんが、EBは「イーバランス」という社名の頭文字をとってつけた名称であって、電子線は全く関係ないみたいです。
イーバランス社によると、EB処理は高電圧処理・電磁場処理だそうですが、その原理というのは実のところはっきりと分かっていないそうです。
ただ、実績としてEB処理をすると工具寿命が確かにUPしているという。
しかも、EB処理はコーティングなどと違い、既存の工具の寸法変化が全くなく、処理前後で見た目は同じ。
処理済みかどうかをラベルなどで区別しておかないと、本当にわからなくなってしまいます。
とある自動車部品メーカーで6000本のカッターを処理すると、加工数が1.5-1.8倍に延びたため、実質500万円のコスト削減になったそうです。
規模が大きくなると、コスト削減の額もすごいですね。
でも、気になるのはその原理。
そんな時、以前に記事にした振動と応力除去のことを知人と話していたんですが、ふと、もしかするとEB処理も応力除去が関与しているのでは??という疑問が湧いたのです。
EB処理によって、工具に残っている残留応力が除去されてチッピングなどが軽減されるのかも。
それに、EB処理で応力除去ができるなら、早く安く処理できる新しい応力除去の方法かもとか思いながら、実験してみることにしたんです。
SS400ミガキ材のプレートにEB処理をしてから削ったらどれだけ歪みが軽減されるか?
SS400のミガキ材って、切削するとすぐに歪んでしまいます。
経験がある人は共感してもらえると思うのですが、溶接なんかすると本当にひん曲がります。
その理由は残留応力です。
ミガキ材は冷間圧延加工によって作られた材料で、金属のかたまりに力を加えて押し延ばして作られたイメージですね。
無理やり外から力を加えているため、内部応力が残ってしまうんですよね。
それが、切削して表面を削ることでバランスが崩れやすく、内部応力が爆発してひん曲がるということです。
溶接によって部分的に熱を加えても同じように、内部応力の影響で曲がってしまうのです。
じゃあ、もしもEB処理によって内部応力の除去ができれば、切削しても曲がりが小さくなるはず!
ということで、実験です。
まずは、1枚のSS400ミガキ板材を真っ二つに割って、片方だけにEB処理を施します。
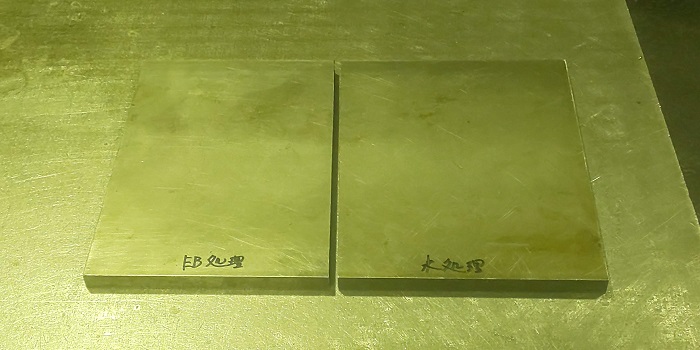
あまり画像がキレイではないですが、左がEB処理したもの、右が未処理のもの。
見た目は全く変わりません。
まず、最初にこれらのプレートが歪んでないことをチェックします。
こちらは、EB処理をしていないプレート。
直角定規を使ってチェックしますが、隙間がないですね。

DSC_1156
次に、EB処理をした方も同じようにチェックします。
やはり隙間はないので、歪んでいません。
EB処理で歪みが出るということはなさそうです。

DSC_1157
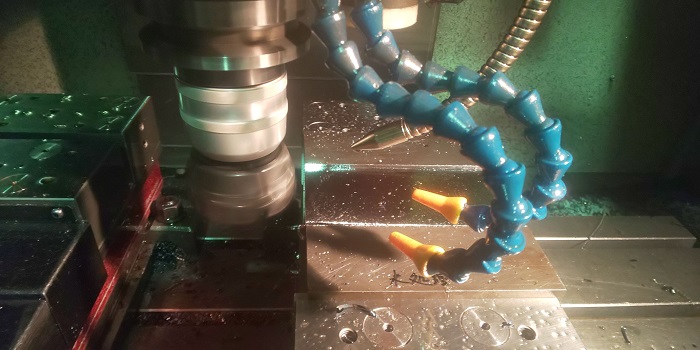
あとは、これらのプレートを切削してみて、変化の違いを比べてみたいと思います。
切削はプレートの真ん中をスローアウェイで深さ3mmくらいをバリバリと一発でドライカットします。
EB処理なしのプレートの歪み
では、順番に削った結果をお見せします。
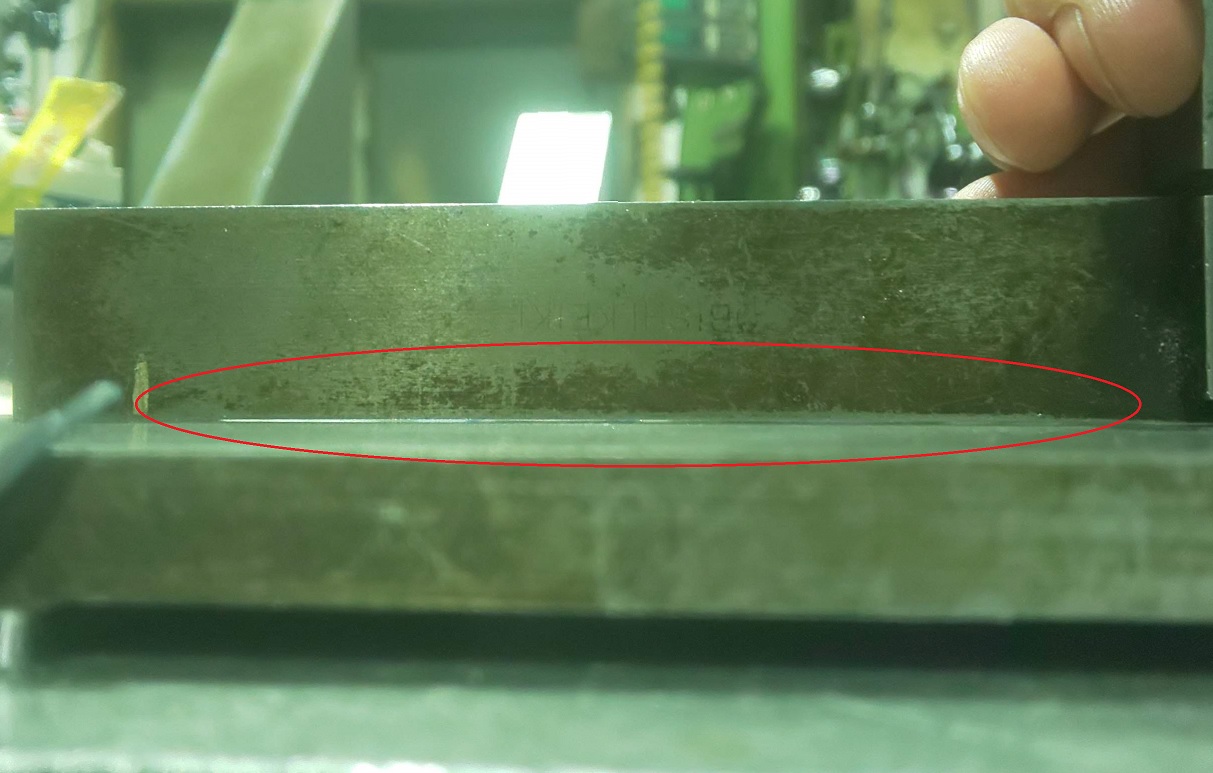
まずは、EB処理をしていないSS400ミガキプレートを削った場合。
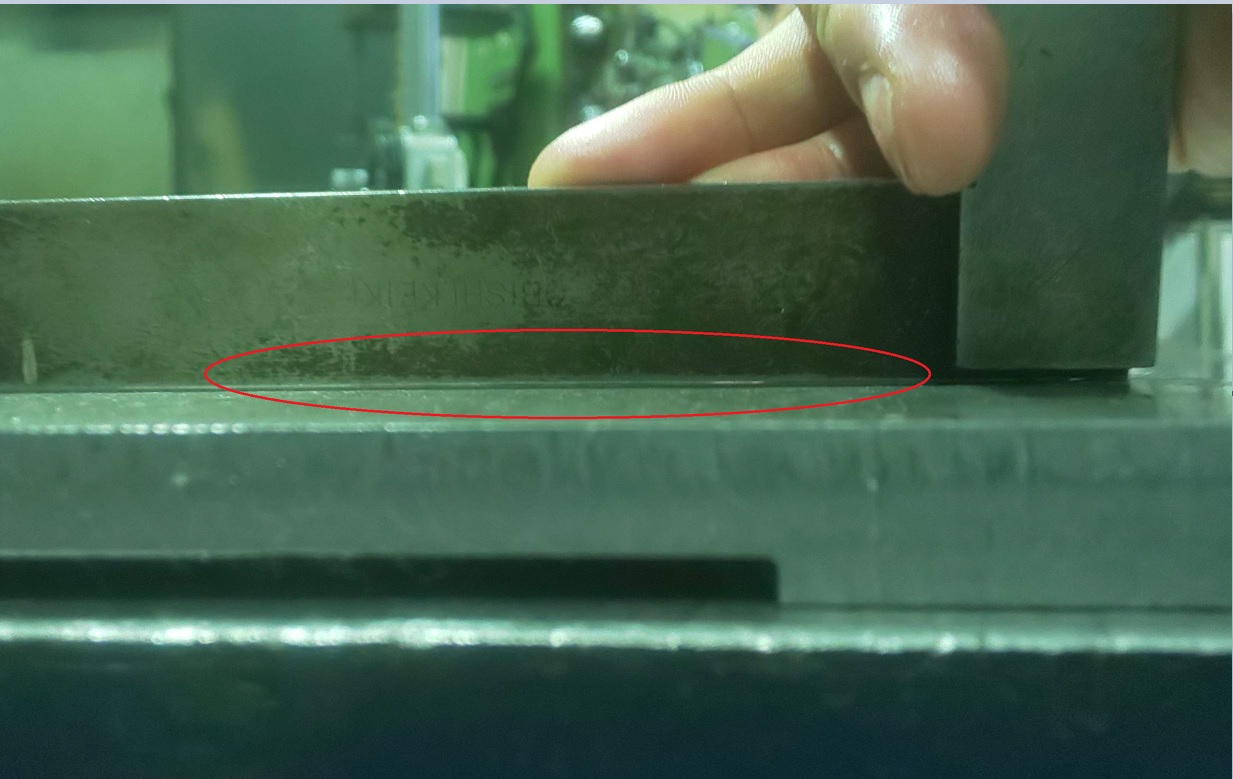
写真だとわかりにくいかもしれませんが、赤丸で囲った部分をよーく見てください。
隙間がありますよね。
ちょっと向こう側の光が見えますよね。
歪んでます。
こういう歪みが、実際、部品加工をする時にすごく邪魔になってくるんですよね。
平行度が要求されるやつとか。
なので、ミガキ材って使いやすいようで、使いにくいんですよ。
さて、じゃぁEB処理をするとどうなるのか?
もしも、歪みが出ないなら、これは新しい発見になるかも!?
ちょっとワクワクしながら削ってみます。
どや!!
って、あれ?
隙間できてます?
歪んでます?
sponsored linkまとめ
ということで、EB処理はSS400ミガキ材の切削歪みには顕著な効果をもたらしませんでした。
この結果だけから、EB処理が内部応力の除去によって工具寿命を延ばしているというわけではないとは言い切れませんが、少なくとも、今回の実験では効果は見られませんでした。
一体、EB処理はどんな仕組みで工具寿命を延ばしているんでしょうね??
まだまだ謎です。
追記
その後、EB処理の原理について色々と考察しており、もしかするとEB処理によって金属表面の原子配列が整列するからでは?という話もあります。
EB処理では、電気をかける処理をするらしいのですが、処理時に電気が抜ける先端部が特に硬度上昇を確認できるみたいです。
なので、ラフィングのようにザックザク削る工具よりも、仕上げ用の刃物の方が効果が抜群とのこと。
特に、アルミの溶着に強かったり、SUS(ステンレス)の切削には工具寿命の延長に優れているとか。
興味がある方は是非とも試してみてください。
量産加工の現場では大幅なコストダウンにつながる可能性があります。
処理をしても、工具寸法は不変。さらに工具寿命は長くなっても短くはならない。
メリットだらけです。

