

「よく切れる高級な包丁は、なぜ硬いのに欠けにくいのか?」「強靭な自動車のバネは、どうやって作られているのか?」その答えの鍵を握るのが、金属熱処理の一つである「焼き戻し(やきもどし)」です。
鋼を硬くする「焼入れ」は有名ですが、それだけではガラスのように脆い素材になってしまいます。そこで不可欠となるのが、硬さを調整し、粘り強さを与える「焼き戻し」という工程です。この処理をマスターすることが、鋼の性能を最大限に引き出すことに繋がります。
この記事では、焼き戻しの基本的な目的から、焼入れとの違い、温度管理、さらには職人技ともいえる「色の見極め方」まで、あらゆる角度から徹底的に解説します。
焼き戻しとは「硬さと粘り強さを両立させる仕上げ作業」
多くの人が「鋼は硬いもの」というイメージを持っていますが、ただ硬いだけでは実用的な製品は作れません。例えば、ハンマーで叩いた瞬間に刃が粉々に砕けてしまうノミや、少しの段差で折れてしまう自動車の足回り部品を想像してみてください。これでは全く役に立ちません。
鋼を高温から急冷する「焼入れ」を行うと、組織がマルテンサイトという非常に硬い状態に変化します。しかし、この状態は硬度と引き換えに「靭性(じんせい)」と呼ばれる粘り強さを失っており、非常にもろいのです。
そこで「焼き戻し」の出番です。焼き戻しとは、焼入れをした鋼を再び適切な温度(A₁変態点以下)に加熱し、冷却することで、以下を実現する熱処理を指します。
- 高すぎる硬度を少し下げ、適切な硬さに調整する
- 失われた靭性(粘り強さ)を与え、もろさを改善する
- 焼入れによって生じた内部の歪み(残留応力)を取り除く
つまり、焼き戻しは焼入れと必ずセットで行われる「仕上げ」の工程であり、鋼に実用的な強さを持たせ、製品として使える状態にするための極めて重要な作業なのです。焼入れが素材のポテンシャルを最大限に高める「主菜の調理」だとすれば、焼き戻しはそのポテンシャルを最高の形で引き出す「絶妙な味付け」と言えるでしょう。
焼き戻しの5つの重要な目的|なぜこの工程が必要なのか?

焼き戻しは単に「硬さの調整」だけが目的ではありません。鋼材の品質を保証し、長期間にわたって安定した性能を発揮させるために、複数の重要な役割を担っています。
ここでは、焼き戻しがなぜ不可欠なのか、その5つの具体的な目的を詳しく見ていきましょう。
目的1:靭性(粘り強さ)の付与と硬さの調整
これが焼き戻しの最も基本的な目的です。焼入れ直後の鋼は、非常に硬い反面、衝撃に弱く脆い(もろい)状態です。このままでは工具の刃はすぐに欠け、機械部品は簡単に破損してしまいます。焼き戻しを行うことで、高すぎる硬度をわずかに低下させる代わりに、破壊に対する抵抗力である「靭性(粘り強さ)」を大幅に向上させることができます。これにより、硬さと粘り強さのバランスが取れた、実用的な機械的性質を得ることが可能になります。
目的2:残留応力の除去
焼入れの際、鋼は高温状態から急速に冷却されます。このとき、部品の表面と内部で冷却速度に差が生じ、不均一な収縮が起こるため、内部に大きな力(ひずみ)が蓄積されます。これを「残留応力」と呼びます。
残留応力が残ったままだと、時間の経過とともに「置割れ(おきわれ)」と呼ばれる自然破壊を引き起こしたり、研削加工中に割れ(研削割れ)が発生したりする原因となります。焼き戻しで再加熱することにより、原子の移動が促され、この有害な残留応力を除去・軽減することができます。
目的3:組織の安定化
焼入れによって得られたマルテンサイト組織は、原子が無理やり押し込められたような、エネルギー的に非常に不安定な状態です。これを放置すると、常温でもゆっくりと安定な状態へと変化しようとします。この「経年変化」は、部品の硬度や寸法が時間と共に変わってしまうことを意味し、精密な部品においては致命的な問題となります。
焼き戻しは、この不安定な組織を「焼戻しマルテンサイト」や「ソルバイト」といった安定な組織へと意図的に変化させ、将来的な性質の変化を防ぐ役割を持ちます。
目的4:寸法の安定化
焼入れの際、すべての組織がマルテンサイトに変化しきれず、一部が「残留オーステナイト」として残ってしまうことがあります。この残留オーステナイトも不安定な組織であり、時間経過や温度変化によってマルテンサイトに変態します。その際に体積が膨張するため、部品の寸法が変化したり、新たな内部応力を生んで割れの原因になったりします。
焼き戻しを行うことで、この残留オーステナイトを分解し、安定した組織に変えることで、長期的な寸法精度を保証します。
目的5:二次硬化の発現(高合金鋼)
通常の炭素鋼では、焼き戻し温度を上げるほど硬度は低下します。しかし、タングステン、モリブデン、バナジウムなどを含む工具鋼や高速度鋼といった「高合金鋼」の場合、500℃~600℃といった高温で焼き戻しを行うと、逆に硬さが上昇する「二次硬化(にじこうか)」または「焼戻し硬化」という特殊な現象が起こります。
これは、鋼中に固溶していた合金元素が微細な炭化物として析出し、組織を強化するためです。この現象を利用することで、高温下でも硬さが低下しにくい、優れた耐熱性を持つ工具などを作ることができます。
【超重要】焼入れ・焼きなまし・焼きならしとの違い

金属熱処理には「焼入れ」「焼き戻し」「焼きなまし」「焼きならし」という4つの基本的な処理があり、これらはしばしば混同されがちです。しかし、それぞれの目的や方法は全く異なり、求める性能に応じて正しく使い分ける必要があります。
これらの用語の定義は、日本熱処理技術協会が公開する熱処理用語集にも定められており、正しい理解はモノづくりの基本となります。ここでは、それぞれの違いが一目でわかるように、一覧表で比較してみましょう。
| 熱処理 | 目的 | 加熱温度 | 冷却方法 | 主な組織 | 特徴 |
|---|---|---|---|---|---|
| 焼入れ | 鋼を硬くする | A₃/Acm点以上 | 水や油で急冷 | マルテンサイト | 非常に硬いが、脆い状態になる。 |
| 焼き戻し | 粘り強さを与える | A₁点以下 | 空冷または急冷 | 焼戻しマルテンサイト、ソルバイト等 | 硬さと靭性のバランスを調整する。 |
| 焼きなまし | 鋼を軟らかくする | A₃/A₁点以上 | 炉の中で徐冷 | 粗大なパーライト | 最も柔らかく、加工しやすい状態になる。 |
| 焼きならし | 組織を均一・微細化する | A₃/Acm点以上 | 空気中で放冷 | 微細なパーライト | 材料の機械的性質を標準状態に戻す。 |
焼入れと焼き戻しはワンセットの「調質」
上の表で最も注目すべき点は、「焼入れ」と「焼き戻し」は目的が対になっており、基本的にセットで行われるということです。焼入れで硬さを獲得し、焼き戻しで粘り強さを与える。
この一連の工程を「調質(ちょうしつ)」と呼び、狙い通りの機械的性質(硬さ、強さ、粘り強さ)に”質を調整する”ことから名付けられています。工業界では調質することを「マルエッチする」と呼んだりします。
まるでレストランのコース料理で、メインディッシュ(焼入れ)の後にデザート(焼き戻し)が出てきて初めて食事が完成するように、この2つは切っても切れない関係なのです。
「焼きなまし」と「焼きならし」は目的が違う
一方、「焼きなまし」と「焼きならし」は名前が似ていて紛らわしいですが、目的が明確に異なります。
「焼きなまし(焼鈍)」の目的は、鋼をできるだけ軟らかくすることです。切削加工や塑性加工を行う前に、加工しやすいように材料を「下準備」するイメージです。そのため、炉の中で非常にゆっくりと冷やし、軟らかい組織を作り出します。
対して「焼きならし(焼準)」の目的は、金属組織を均一で微細な標準状態に戻すことです。例えば、鍛造などで加わった熱や力の影響で結晶粒が不均一になったものを、一度リセットして整える役割があります。冷却は空気中で行われるため、焼きなまし後よりも少し硬く、強度も高い状態になります。なぜ熱処理で鋼が硬くなるのか、その根本原理を知っておくと、これらの違いもより深く理解できるでしょう。
焼き戻しの種類と温度管理|狙いの性能を引き出す

焼き戻しの結果を左右する最も重要なパラメータが「温度」です。焼き戻し温度をどのくらいにするかによって、得られる硬さと靭性のバランスは大きく変わります。
目的とする製品の用途に応じて、焼き戻しは大きく「低温焼き戻し」と「高温焼き戻し」の2種類に分けられます。
4-1. 低温焼き戻し(150~250℃)
低温焼き戻しは、焼入れで得た高い硬さをできるだけ維持したい場合に行われます。150℃から250℃という比較的低い温度で加熱することで、硬度の低下を最小限に抑えつつ、焼入れによって生じた有害な内部応力(残留応力)を効果的に除去し、置割れや研削割れを防ぎます。靭性の向上は限定的ですが、組織が安定化することで経年変化も防止できます。
- 目的: 硬度を最優先し、内部応力を除去する。
- 主な用途: 包丁・ナイフなどの刃物類、ドリル・エンドミルなどの切削工具、ゲージ、ベアリング、金型など、高い硬度と耐摩耗性が要求される部品。
4-2. 高温焼き戻し(400~650℃)
高温焼き戻しは、硬度よりも靭性(粘り強さ)を重視したい場合に行われます。400℃以上の高い温度で加熱することにより、硬度はある程度低下しますが、その分、衝撃に強くしなやかな性質(強靭性)が大幅に向上します。
この焼入れと高温焼き戻しを組み合わせた一連の処理は、材料の性質を調整するという意味で特に「調質(ちょうしつ)」と呼ばれ、機械構造用の部品に広く適用されています。
- 目的: 靭性を最大限に高め、強靭な性質を得る。
- 主な用途: 自動車のクランクシャフトやコネクティングロッド、歯車(ギア)、バネ、ボルト・ナットなど、高い強度と粘り強さの両方が求められる機械構造用部品。
具体的な鋼材と焼き戻し温度・硬さの目安表
実際に使われる鋼材が、どのくらいの温度で焼き戻され、どの程度の硬さになるのか、代表的な例を下の表に示します。これはあくまで目安であり、部品のサイズや求められる詳細なスペックによって最適な条件は変わりますが、温度と硬さの関係性を理解する上で非常に役立ちます。
| 鋼材種 (JIS) | 主な用途 | 焼き戻し温度 (°C) | 得られる硬さ (HRC目安) |
|---|---|---|---|
| S45C (機械構造用炭素鋼) |
シャフト、歯車 | 550~650 | 20~27 |
| SCM435 (クロムモリブデン鋼) |
高強度ボルト、コネクティングロッド | 550~650 | 28~35 |
| SK85 (SK5) (炭素工具鋼) |
刃物、バネ、のこぎり | 150~200 | 58~62 |
| SKD11 (冷間金型用合金工具鋼) |
プレス金型、ゲージ | 180~200 (硬さ重視) 500~530 (靭性・二次硬化) |
60~62 58~60 |
このように、同じ「鋼」でも種類によって全く異なる温度が選択されていることがわかります。特に合金工具鋼であるSKD11のように、低温で焼き戻して最高の硬さを得る使い方と、あえて高温で焼き戻して二次硬化による高い性能を引き出す使い方があるなど、材料の特性を深く理解することが重要です。
焼き戻しのプロセスで何が起こる?組織の変化を4段階で解説
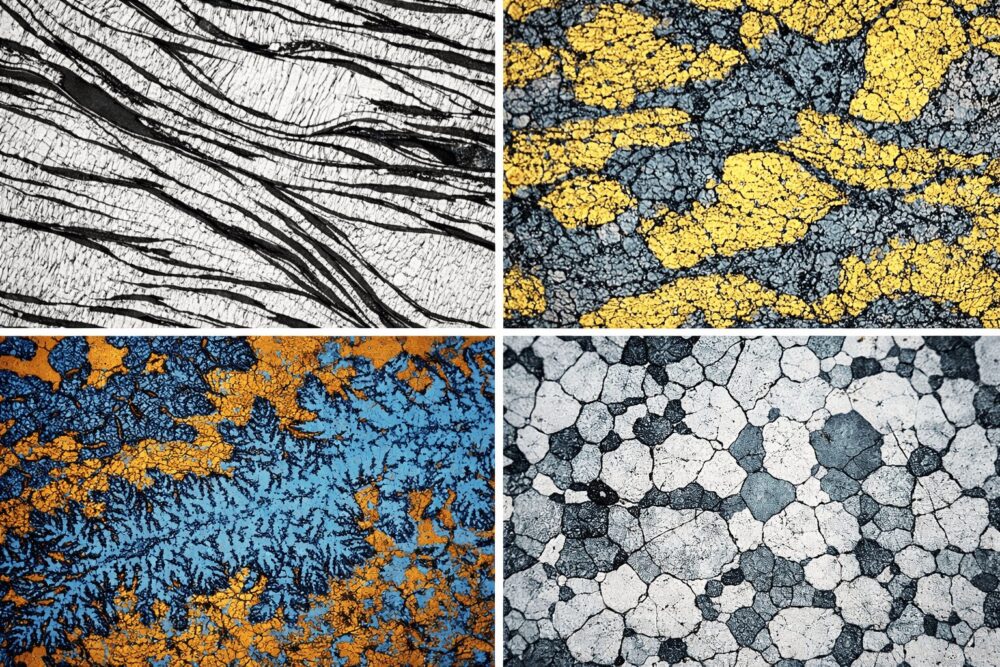
焼入れされた鋼を再加熱していくと、その内部では温度の上昇に伴い、肉眼では見えないミクロの世界でダイナミックな組織変化が連続して起こります。
この変化のプロセスを理解することは、焼き戻しの本質を掴む上で欠かせません。ここでは、その変化を主要な4つの段階に分けて解説します。
第1段階(~200℃):内部応力の解放と硬さの微調整
焼入れ直後の「焼入れマルテンサイト」は、炭素原子が無理やり押し込められた非常に歪んだ状態です。この鋼を100℃以上に加熱すると、まず動きやすくなった炭素原子が少しずつ移動を始め、「ε(イプシロン)炭化物」という微細な炭化物として析出し始めます。
炭素が少し抜けたマルテンサイトは「焼戻しマルテンサイト」と呼ばれる、歪みの少ない安定な組織に変化します。この変化により、焼入れで生じた極めて高い内部応力が大幅に緩和され、硬度のごく僅かな低下と引き換えに、もろさが少し改善されます。低温焼き戻しは、主にこの段階の変化を利用しています。
第2段階(200~300℃):寸法の安定化
次に200℃を超えたあたりで、焼入れ時にマルテンサイトになりきれなかった「残留オーステナイト」が分解を始めます。残留オーステナイトは放置すると予期せぬ変形や割れの原因となるため、この段階で安定した組織(下部ベイナイトなど)に変化させておくことが、部品の寸法安定性にとって非常に重要です。特に炭素量が多い鋼ほど残留オーステナイトは多くなるため、この段階の意味は大きくなります。
第3段階(300~400℃):靭性向上の始まり
300℃を超えると、第1段階で生じたε炭化物がより安定な「セメンタイト(Fe₃C)」という炭化物に変化します。焼戻しマルテンサイトも、さらに炭素を放出してフェライトという軟らかい組織へと変化していきます。この温度帯から、硬度は明確に低下し始め、代わりに靭性が大きく向上していきます。
この過程で形成される、フェライト素地の中に非常に微細なセメンタイトが分散した組織を「トルースタイト」と呼びます。さらに温度を上げてセメンタイトの粒子が少し大きく成長し、球状になった組織を「ソルバイト」と呼びます。特にこのソルバイト組織は、強度と靭性のバランスが非常に優れているため、強靭性が求められる機械構造用部品(調質材)で目標とされる代表的な組織です。
第4段階(400℃~):合金鋼の真価発揮(二次硬化)
クロム(Cr)、モリブデン(Mo)、バナジウム(V)といった合金元素を含む「合金鋼」の場合、400℃、特に500℃を超える高温域で特殊な変化が起こります。
鋼の中に溶け込んでいたこれらの合金元素が、鉄や炭素と結びついて非常に硬い特殊な炭化物(合金炭化物)を形成し、組織内にびっしりと析出するのです。この微細で硬い粒子の出現により、軟化するはずの鋼が逆に再び硬くなる「二次硬化」という現象が発生します。
この性質を利用することで、高温になっても硬さが維持される、優れた耐熱性を持った工具鋼や金型鋼を作ることが可能になります。
失敗しないための重要知識「焼き戻し脆性」とは?

焼き戻しは鋼に靭性(粘り強さ)を与えるための処理ですが、特定の条件下では逆に鋼をもろくしてしまう「焼き戻し脆性(やきもどしぜいせい)」という危険な現象を引き起こすことがあります。これは製品の品質や安全性を著しく損なう重大な欠陥に繋がるため、絶対に避けなければなりません。焼き戻し脆性には、発生する温度域によって「低温焼き戻し脆性」と「高温焼き戻し脆性」の2種類が存在します。
6-1. 低温焼き戻し脆性(約300℃前後で発生)
250℃から400℃、特に300℃付近の温度域で焼き戻しを行うと、靭性が向上せずに著しくもろくなってしまう現象です。これは、結晶粒界に粗大な炭化物がプレート状に析出することが一因とされています。一度この脆化が起こると、後から熱処理をやり直しても回復しない「不可逆」な現象であるため、非常に厄介です。
- 原因: 250~400℃の危険温度域での焼き戻し。
- 対策: この温度域での焼き戻しは、特別な理由がない限り絶対に避ける必要があります。多くの熱処理の現場でこの温度域が「禁じ手」とされているのはこのためです。
6-2. 高温焼き戻し脆性(約500℃付近からの徐冷で発生)
高温焼き戻し(調質)を行った後、ゆっくり冷却(徐冷)する過程で、450℃から550℃の温度域を通過する際に発生する脆化現象です。
これは、鋼中に不純物として含まれるリン(P)やスズ(Sn)などが結晶の粒界に集まり、粒界の強度を低下させることが原因とされています。低温焼き戻し脆性とは異なり、こちらは再度600℃以上に加熱してから急冷することで靭性を回復できる「可逆」な現象であるのが特徴です。
- 原因: 高温焼き戻し後の「徐冷」(ゆっくり冷やすこと)。
- 対策:
- 急冷する: 高温焼き戻し後は、脆化が起こる危険温度域を速やかに通過させるため、油や水などで急冷するのが原則です。
- 有効な元素を添加する: 材料にモリブデン(Mo)やタングステン(W)を添加すると、高温焼き戻し脆性の発生を抑制する効果があります。SCM材(クロムモリブデン鋼)が強靭なのはこの効果も一因です。
冷却方法の選択が重要な理由
これらの脆性現象の存在こそが、焼き戻しにおける冷却方法(空冷、油冷、水冷)の選択が重要である理由です。低温焼き戻しでは、硬さを確保しつつ変形を避けるために穏やかな「空冷」が基本ですが、そもそも危険な温度域で処理をしないことが大前提です。
一方で、高温焼き戻し(調質)では、高温焼き戻し脆性を避けるために「急冷」が必須となります。目的の性能を引き出し、かつ欠陥を生まないためには、加熱温度だけでなく、その後の冷却スピードまで管理することが極めて重要なのです。
職人技「焼き戻し色」の見方と活用法
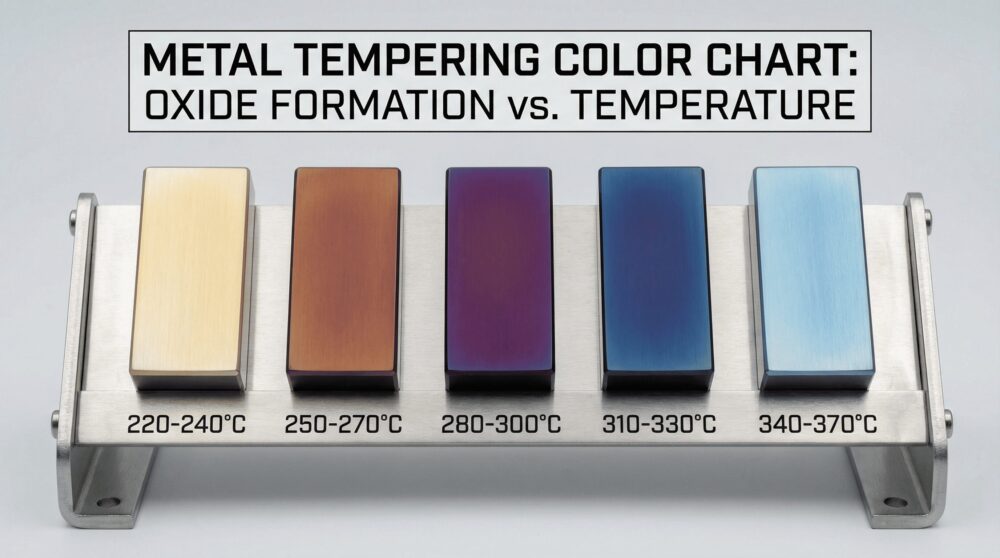
現代の熱処理では、電気炉などを用いて正確な温度管理を行うのが一般的ですが、古くから職人たちはある「サイン」を頼りに焼き戻しの温度を判断してきました。それが「焼き戻し色(やきもどしいろ)」、または英語で「テンパーカラー(Tempering Color)」と呼ばれる、鋼の表面に現れる美しい色の変化です。
これは、鋼を加熱した際に表面に形成されるごく薄い酸化皮膜の厚さによって、光が干渉して見える色です。温度が上がるにつれて酸化皮膜は厚くなり、色は「淡黄色 → 褐色 → 紫色 → 暗青色」の順に変化していきます。この色の変化は温度と相関があるため、温度計がない現場や、DIYでのナイフメイキングなどにおいて、今でも温度を判断する簡易的な指標として活用されています。
| 焼き戻し色 | おおよその温度 (°C) | 硬さと靭性のバランス | 主な用途例 |
|---|---|---|---|
| 淡黄色 (Light Straw) | 約 220~240 | 硬度が最も高いが、脆い。 | カミソリ、スクレーパー、精密彫刻刀 |
| 褐色 (Brown) | 約 250~270 | 高い硬度を維持しつつ、少し靭性が増す。 | ナイフ、タップ、ポンチ |
| 紫色 (Purple) | 約 280~300 | 硬度と靭性のバランスが取れてくる。 | ドリル、ノミ、斧 |
| 暗青色 (Dark Blue) | 約 310~330 | 硬度は下がるが、かなりの靭性を持つ。 | ドライバーの先端、レンチ、タガネ |
| 青色 (Blue) | 約 340~370 | 靭性が非常に高いが、軟らかい。 | 板バネ、ぜんまい |
【コラム】DIYやナイフメイキングでの活用法
個人でナイフなどを作る際、このテンパーカラーは非常に有効なガイドとなります。焼入れしたナイフの刃をよく磨いて銀色にした後、ガスバーナーなどで慎重に加熱していくと、刃先から徐々に色が変化していくのが観察できます。
例えば、切れ味を重視するナイフであれば「褐色」あたりで加熱を止め、鉈(なた)のように多少刃こぼれしにくくしたい場合は「紫色」まで加熱を進める、といった判断ができます。
ただし、注意点もあります。
- 色の変化は一瞬で進むため、目的の色が見えたらすぐに火から離して冷却する必要があります。
- この色は、鋼材の種類や表面の仕上げ状態、加熱する環境の光によっても見え方が変わります。
- あくまで簡易的な方法であり、工業製品のような厳密な品質を保証するものではありません。
とはいえ、この美しい色の変化は、鋼の内部で性質が変わっていることを視覚的に教えてくれる、モノづくりにおける非常に興味深い現象の一つと言えるでしょう。
焼き戻しに関するQ&A|よくある疑問を解決
ここでは、焼き戻しに関して多くの人が抱く疑問や、現場でよく聞かれる質問について、Q&A形式で分かりやすくお答えします。
Q1. 焼き戻しの保持時間はどのくらいが適切ですか?
A. 一般的には、部品全体が均一に所定の温度に達してから「1時間~2時間」を標準とすることが多いです。
この保持時間は、部品の芯までしっかりと熱が伝わり、狙い通りの組織変化を完了させるために設けられます。特に、厚みのある部品や大きな部品では、表面だけが温まっても内部の温度はまだ低いことがあるため、十分な保持時間が必要です。
より専門的には、焼き戻しの効果は「温度」と「時間」の両方に依存するという考え方があり、これを「ホロモン・ジャッフェ・パラメータ(焼戻しパラメータ)」という指標で表すことがあります。これは、低温で長時間保持するのと、高温で短時間保持するのが同等の効果をもたらす場合があることを示しています。しかし、実務上では管理のしやすさから、まず基準となる保持時間を1~2時間と決め、求める硬さに応じて温度を調整する方法が広く採用されています。
Q2. 焼き戻しはなぜ複数回行うことがあるのですか?
A. 主に、二次硬化を起こす高合金鋼の性質を完全に引き出すため、または残留応力をより確実に除去するためです。
高速度鋼や一部の金型鋼では、1回目の焼き戻し(約500~600℃)で、焼入れで残った「残留オーステナイト」が分解され、硬いが脆い新たなマルテンサイト組織が生成されます。このままでは脆いため、この新たに生まれたマルテンサイトをさらに焼き戻して靭性を与える目的で、2回目(場合によっては3回目)の焼き戻しが行われます。これにより、硬さと靭性を両立した、非常に高性能な状態に仕上がるのです。
また、精密な寸法精度が要求される金型やゲージなどでは、1回の焼き戻しでは取りきれなかった微細な残留応力を完全に取り除くために、複数回の焼き戻しが実施されることもあります。
Q3. 焼き戻しをしないと、どうなりますか?
A. 非常に硬いですが、ガラスのように脆く、実用的な製品としては全く使えません。
焼入れをしただけの状態は、鋼の長い歴史の中で「使い物にならない」ということが分かっています。
- 工具の場合: ハンマーで叩くタガネなら最初の一撃で粉々に砕け散り、包丁なら硬いものを切った瞬間に刃が欠けてしまいます。
- 機械部品の場合: わずかな衝撃や負荷が加わっただけで、シャフトや歯車はいとも簡単に折れてしまいます。
- 置割れ: 何もしていなくても、内部に残った高い残留応力に耐えきれず、保管しているだけで自然に「ピシッ」と亀裂が入ってしまう「置割れ(おきわれ)」が発生するリスクが非常に高くなります。
つまり、焼き戻しを行わない鋼は、最高の硬度を持っていても、その性能を発揮する前に破壊されてしまう「諸刃の剣」ならぬ「使う前に壊れる剣」のような状態なのです。
まとめ
本記事では、鋼の性能を最終的に決定づける重要な工程である「焼き戻し」について、その目的から種類、組織変化、そして注意点に至るまで、網羅的に解説してきました。
最後に、この記事の要点をまとめます。
- 焼き戻しは、焼入れで得た硬さを調整し、実用的な「粘り強さ(靭性)」を与えるための仕上げ工程であり、必ず焼入れとセットで行われます。
- その目的は、靭性の付与だけでなく、内部応力の除去、組織や寸法の安定化など多岐にわたります。
- 目的(硬さ重視か、靭性重視か)に応じて、150~250℃の「低温焼き戻し」と400~650℃の「高温焼き戻し(調質)」が使い分けられます。
- 失敗しないためには、特定の温度域で発生する「焼き戻し脆性」を理解し、適切な加熱温度と冷却方法を選ぶことが極めて重要です。
ただ硬いだけの鋼は、衝撃に弱く、実用には耐えられません。焼き戻しという工程を経て初めて、鋼は私たちが求める「硬くて、なおかつ粘り強い」という優れた機械的性質を手にすることができます。
この記事が、一見地味ながらも奥が深い「焼き戻し」の世界への理解を深め、金属材料やモノづくりの面白さを感じる一助となれば幸いです。
