金属加工や精密部品の製造において、「ラップ処理」は高精度な仕上げ技術として欠かせない工程です。しかし、「ラップ処理とは具体的にどのような技術なのか?」「バフ仕上げや研磨と何が違うのか?」と疑問に思っている方も多いのではないでしょうか。
ラップ処理は、超精密加工を実現するために微細な砥粒(ラッピング剤)を用いて表面を研磨する技術です。機械部品や半導体、光学レンズの製造現場で幅広く活用されており、加工精度や表面粗さの管理が求められる場面で特に重要視されています。
本記事では、ラップ処理の基本から、仕上げ精度を向上させるポイント、成功事例まで詳しく解説します。ラップ加工のメリット・デメリット、適した素材、導入の際の注意点などもご紹介するので、ぜひ最後までご覧ください。
ラップ処理とは?基本原理と加工の仕組み

ラップ処理は、金属やセラミックなどの素材を高精度に仕上げるための研磨技術のひとつです。特に、表面の微細な凹凸を均一に整え、ミクロン単位の精度を求められる加工で重要な役割を果たします。
この技術は、微細な砥粒(ラッピング剤)を使用し、定盤とワーク(加工対象物)を密着させながら圧力と回転をかけて削ることで、極めて平滑な仕上がりを実現します。一般的に、平面度0.1μm以下の高精度加工が可能であり、半導体や精密機器、自動車部品などで広く活用されています。
では、具体的にラップ処理とはどのような技術なのか、また他の仕上げ方法とどう違うのかを詳しく解説していきます。
ラップ処理の定義と特徴
ラップ処理とは、砥粒を含んだスラリー(潤滑油と混ぜた研削剤)を用いて、ワークの表面を研磨する方法です。通常の研削や切削とは異なり、工具(砥石など)が直接ワークに接触するのではなく、ラッピング剤を介して加工が行われる点が特徴的です。
ラップ処理の主な特徴
-
超精密な仕上がりが可能
- 表面粗さが Ra0.01μm以下 というレベルの鏡面仕上げが可能
- 片面・両面ラップ加工により 平面度0.1μm以下 を実現
-
幅広い材質に対応
- 金属(超硬合金・ステンレス・アルミニウム) や セラミック、ガラス、炭化ケイ素 などの硬質素材にも対応
- 光学レンズ、半導体ウェハー、精密機械部品など多くの業界で活用
-
低ストレスで高精度な加工
- 研削や切削よりも 熱や変形が少なく、ワークにダメージを与えにくい
- 仕上げの均一性が高く、微細な形状の加工にも適応
このように、ラップ処理は一般的な研磨とは異なり、高精度な表面仕上げを必要とする場面で特に有効です。
ラップ研磨・バフ仕上げとの違い
ラップ研磨とバフ仕上げはどちらも表面を滑らかにする加工ですが、その目的や方法には大きな違いがあります。
1. 加工原理の違い
- ラップ研磨(ラップ処理):砥粒を含んだスラリーと定盤を使い、微細な研削を行う
- バフ仕上げ:柔らかい布やフェルトのバフホイールに研磨剤を付け、摩擦で表面を滑らかにする
2. 仕上がり精度の違い
- ラップ研磨:μm(ミクロン)単位の高精度仕上げが可能(Ra0.01μm以下)
- バフ仕上げ:光沢を出すのが目的で、見た目の仕上がりは良いが精度はラップ研磨ほど高くない
3. 適用範囲の違い
- ラップ研磨:精密部品、半導体、光学レンズなどの高精度加工に適用
- バフ仕上げ:装飾目的の金属製品や、見た目を重視する製品に適用
バフ仕上げは、研磨による光沢を得るための最終仕上げとしてよく使われます。一方、ラップ処理は寸法精度を向上させ、精密機器や高精度部品に不可欠な技術です。
ラップ処理が求められる理由とは?(精密加工に必要な背景)
なぜ多くの製造業でラップ処理が必要とされるのでしょうか? その背景には、産業の高度化と精密加工技術の進化があります。
1. 精密機器の需要増加
近年、スマートフォンや半導体デバイス、光学機器など、ナノレベルの精度が求められる製品が急増しています。例えば、半導体ウェハーの平坦度は0.1μm以下が求められる ため、通常の研磨では対応できず、ラップ処理の技術が不可欠です。
2. 自動車・航空機産業の進化
自動車部品や航空機のエンジン部品では、極限まで精度が要求されることが増えています。エンジン部品の一部では、摩擦を減らすためにラップ処理を施し、寿命を向上させる ことが一般的です。
3. 省エネ・高効率化の要求
近年の産業では、エネルギー効率の向上が重要視されています。例えば、高精度な軸受けやギアが摩擦を減らし、エネルギー損失を低減 することが求められます。そのため、ラップ処理による表面の均一性や超精密な仕上げが不可欠です。
4. 高耐久・長寿命の要求
部品の表面が粗いと摩耗が早まり、交換頻度が増えてしまいます。ラップ処理を施した部品は摩擦や摩耗が減少し、長寿命化につながる ため、特に高負荷のかかる部品で採用が進んでいます。
ラップ処理の工程と使用される機械・材料
ラップ処理は、精密部品や金属製品の表面仕上げを向上させるために欠かせない加工方法です。一般的な切削や研削とは異なり、砥粒を含んだラッピング剤を使用し、低圧でワークを研磨することで、μm単位の精度を実現します。
この章では、ラップ処理の主な工程と、使用される機械・材料について詳しく解説します。
ラップ処理の主な工程(手仕上げ・自動機の違い)
ラップ処理には「手仕上げ」と「自動機による加工」の2種類があり、それぞれの工程には違いがあります。加工対象や求める精度、コストによって適切な方法を選択することが重要です。
1. 手仕上げのラップ処理
手仕上げは、職人がワークを直接操作しながら砥粒を使って研磨する方法です。小型の部品や、微細な形状を持つ特殊なワークに適しており、以下のような工程で行われます。
- ワークの固定:安定した作業ができるように、適切な治具を使って固定する。
- 砥粒(ラッピング剤)の選定:加工する材質に応じた砥粒を準備する。(例:アルミナ、ダイヤモンド、炭化ケイ素)
- 定盤への塗布:定盤の表面にスラリー(砥粒を含む液体)を塗布する。
- ワークの研磨:適切な圧力と回転を加えながら、表面を均一に削る。
- 仕上げと検査:仕上がり寸法や表面粗さを測定し、必要に応じて再処理を行う。
手仕上げは、高精度な微調整が可能ですが、熟練した技術が必要であり、作業時間も長くなる傾向があります。
2. 自動機によるラップ処理
自動機を使用するラップ処理は、量産品や高精度な部品加工に適しています。以下の工程で行われます。
- ワークのセット:専用の治具にワークをセットし、ラップ盤に配置。
- ラッピング剤の供給:一定の間隔で砥粒を含むスラリーを自動供給。
- 研磨工程:プログラムされた圧力と回転数で、均一にワークを加工。
- 冷却と洗浄:加工時の熱を抑えるために潤滑油や冷却水を使用し、仕上げ後に洗浄。
- 品質チェック:表面粗さ測定器を用いて、μm単位で精度を検査。
自動機によるラップ処理は、作業時間を短縮し、大量生産に対応できるメリットがあります。ただし、設備導入にはコストがかかるため、小ロット生産には不向きな場合もあります。
ラップ盤とは?基本的な構造と役割
ラップ処理において、最も重要な機械が「ラップ盤」です。ラップ盤は、ワークの表面を均一に研磨するための回転する定盤(プレート)を持つ装置であり、手仕上げ・自動機のどちらにも用いられます。
1. ラップ盤の基本構造
ラップ盤は、以下のような主要部品で構成されています。
- 定盤(プレート):ワークを載せて回転する平面。一般的に鋳鉄や銅が使用される。
- ワークホルダー:ワークを固定し、加工時に安定させる治具。
- ラッピング剤供給装置:スラリーを均等に供給するための機構。
- 駆動装置:モーターにより定盤を回転させる装置。
- 冷却システム:加工時の熱を抑えるための潤滑油や冷却水の供給装置。
2. ラップ盤の種類
ラップ盤には、片面ラップ盤と両面ラップ盤の2種類があります。
- 片面ラップ盤:ワークの片面のみを研磨する方式。精密部品や金型加工に多用される。
- 両面ラップ盤:ワークの両面を同時に加工でき、より短時間で均一な仕上がりを実現する。
ラップ盤を適切に選択することで、加工精度や作業効率を大きく向上させることが可能です。
ラッピング剤(砥粒)の種類と選び方
ラップ処理の精度や仕上がりは、使用するラッピング剤(砥粒)の種類によって大きく変わります。適切な砥粒を選ぶことで、ワークの品質を向上させることができます。
1. 砥粒の種類
主に使用される砥粒には以下のようなものがあります。
- ダイヤモンド砥粒:硬度が最も高く、超硬合金やセラミックの加工に適している。
- 炭化ケイ素(SiC)砥粒:金属やガラスの加工に使用される。安価で汎用性が高い。
- アルミナ(Al₂O₃)砥粒:一般的な金属部品の仕上げに使用され、コストパフォーマンスに優れる。
2. ラッピング剤の選定ポイント
ラッピング剤を選ぶ際には、以下のポイントを考慮する必要があります。
- ワークの材質:超硬金属にはダイヤモンド砥粒、ガラスには炭化ケイ素砥粒が適している。
- 求める仕上がりの精度:Ra0.01μm以下の超鏡面仕上げには、微細な砥粒が必要。
- 加工時間とコスト:細かい砥粒ほど仕上がりは良いが、加工時間が長くなる傾向がある。
また、ラッピング剤には「湿式」と「乾式」があり、湿式は精度の高い加工向きで、乾式はコストを抑えつつ作業しやすいのが特徴です。
ラップ処理のメリット・デメリット

ラップ処理は、精密加工において非常に重要な技術のひとつです。特に、μm単位の高精度な仕上げが求められる部品では、一般的な研削や切削では実現できない品質を得ることができます。
しかし、どんな加工方法にもメリットとデメリットがあります。ここでは、ラップ処理の強みと注意すべきポイントを詳しく解説し、より適切な選択ができるようにします。
精密加工におけるラップ処理のメリット(高精度・表面粗さの向上)
ラップ処理の最大のメリットは、極めて高い加工精度と表面粗さの向上にあります。一般的な研削やバフ仕上げと比べ、ラップ処理はミクロン単位の寸法精度とナノレベルの表面仕上げを実現できます。
1. 高精度な寸法管理が可能
ラップ処理では、平面度0.1μm以下、表面粗さRa0.01μm以下の仕上げが可能です。例えば、半導体ウェハーや光学レンズなど、わずかな寸法誤差が製品性能に影響を与える部品には、ラップ処理が不可欠です。
また、自動車や航空機の精密部品では、摩擦を最小限に抑えるために、表面の均一性が求められます。ラップ処理により、部品同士の密着性を高めることで、耐久性や性能向上につながります。
2. 均一な表面仕上げで製品の品質向上
ラップ処理は、一般的な研磨方法と比べて加工ムラが少なく、均一な仕上がりを得やすいのが特徴です。例えば、バフ仕上げでは作業者の技量に左右されることが多く、均一な仕上がりを確保するのが難しいですが、ラップ処理は砥粒と定盤の相互作用によって精度を保ちやすくなります。
さらに、金属やセラミックだけでなく、超硬合金やガラスなどの硬質材料にも対応可能な点も大きなメリットです。特に、レンズやミラーのように光学的な特性が重要な製品では、ラップ処理による超鏡面仕上げが品質を大きく左右します。
3. 長寿命・高耐久の部品製造が可能
表面の微細な凹凸が減少すると、部品の摩耗や摩擦が少なくなり、結果として長寿命化につながります。例えば、航空機のエンジン部品や自動車のシャフト部品では、ラップ処理を施すことで耐久性が向上し、メンテナンスコストの削減にも貢献します。
また、金属部品のコーティングやメッキ処理の前処理としてラップ処理を行うことで、密着性が向上し、より安定したコーティングを実現できます。
ラップ処理のデメリットと対策(コスト・加工時間・適用範囲)
ラップ処理は非常に優れた加工技術ですが、いくつかの課題もあります。特に、コストや加工時間、適用範囲の制限には注意が必要です。ここでは、それぞれのデメリットとその対策について詳しく説明します。
1. 加工コストが高い
ラップ処理は、高精度な加工を実現できる反面、設備費や消耗品のコストが高くなる傾向があります。特に、ダイヤモンド砥粒を使用する場合、砥粒自体が高価なため、運用コストが増加する可能性があります。
対策
- 量産品では両面ラップ盤を導入し、一度に大量の部品を加工することでコストを削減。
- 砥粒やスラリーの使用量を最適化し、ランニングコストを抑える。
- 部品の前工程を工夫し、ラップ処理の時間を短縮することで、トータルコストを削減。
2. 加工時間が長く、生産性が低い
ラップ処理は、微細な砥粒を使って少しずつ削るため、加工速度が遅く、大量生産には向かない という欠点があります。特に、バフ研磨やホーニングと比較すると、1回の加工にかかる時間が長くなることが一般的です。
対策
- 高回転のラップ盤を導入し、処理速度を向上させる。
- 自動供給システムを活用し、スラリー供給を最適化することで加工時間を短縮。
- 事前に荒加工を行い、ラップ処理の負担を軽減する(例えば、研削やホーニングとの併用)。
3. 適用できるワークサイズや形状に制限がある
ラップ処理は基本的に平面や滑らかな形状のワークに適しており、複雑な形状や凹凸のある部品には向きません。また、大型のワークは対応できるラップ盤が限られるため、加工が難しくなる場合があります。
対策
- 3Dラップ技術を活用し、球面や曲面にも対応できる技術を導入。
- ラップ処理後の追加仕上げ(バフ仕上げや超仕上げ)を併用し、複雑形状にも対応。
- CNC制御のラップ盤を導入し、より自由度の高い加工を可能にする
ラップ処理の活用事例と導入のポイント
ラップ処理は、精密加工を必要とする多くの業界で活用されています。特に、半導体や光学機器、航空機、自動車といった分野では、微細な寸法管理や超鏡面仕上げが求められるため、ラップ処理の技術が欠かせません。
ここでは、具体的な活用事例を挙げながら、ラップ処理の品質向上のためのポイントや、導入時の注意点・コストシミュレーションについて詳しく解説します。
金属加工業界での活用事例(半導体・光学・航空・自動車)
ラップ処理は、精密な表面仕上げや部品の寸法精度を向上させるため、さまざまな業界で利用されています。ここでは、特に代表的な4つの業界における活用事例を紹介します。
1. 半導体業界
半導体製造では、シリコンウェハーの平坦度がデバイスの性能に直結するため、ラップ処理による高精度な表面加工が不可欠です。例えば、ウェハーの平面度を0.1μm以下にするため、ダイヤモンド砥粒を使ったラップ研磨が行われています。
また、ICチップのパッケージング工程では、熱伝導性を向上させるために接合面の均一性が求められるため、ラップ処理で微細な凹凸を取り除くことが一般的です。
2. 光学機器業界
カメラレンズや望遠鏡のミラーなど、光学部品の品質は表面の平滑性によって決まるため、ラップ処理による超鏡面仕上げが求められます。
例えば、レンズの表面粗さをRa0.005μm以下にすることで、光の散乱を防ぎ、より高い解像度を実現できます。これは、スマートフォンのカメラモジュールや高精度な顕微鏡などにも応用されています。
3. 航空機業界
航空機のエンジン部品やタービンブレードでは、表面の滑らかさが燃費や耐久性に影響を与えます。ラップ処理を施すことで、摩擦を低減し、燃料効率を向上させることが可能です。
例えば、航空機エンジンのシャフトには、摩耗を抑えるためにRa0.02μm以下の仕上げが求められ、ラップ処理が標準的に採用されています。
4. 自動車業界
エンジン内部のピストンリングやバルブシートの表面仕上げにもラップ処理が活用されています。これにより、摩擦によるエネルギーロスを最小限に抑え、エンジンの効率向上と寿命延長を実現します。
特に、電気自動車(EV)では、モーター部品やギアの表面仕上げが走行性能に直結するため、ラップ処理の需要が高まっています。
ラップ処理の品質向上のためのポイント
ラップ処理の品質を高めるためには、いくつかの重要なポイントがあります。精度を向上させ、長期的な安定性を確保するために、以下の点に注意しましょう。
1. 適切な砥粒(ラッピング剤)の選定
ラップ処理の仕上がりは、使用する砥粒の種類によって大きく左右されます。例えば、超硬金属にはダイヤモンド砥粒、アルミニウムやステンレスには炭化ケイ素砥粒を選ぶことで、最適な研磨効果が得られます。
また、砥粒のサイズ(粒度)も重要で、細かい砥粒ほど滑らかな仕上がりを得られる一方で、加工時間が長くなるため、用途に応じた選択が必要です。
2. 定盤のメンテナンス
ラップ盤の定盤が摩耗すると、研磨の均一性が失われ、仕上がりにムラが生じるため、定期的なメンテナンスが不可欠です。特に、長時間の連続使用後には、定盤の平坦度を測定し、必要に応じて修正研磨を行うことが推奨されます。
3. 加工条件の最適化
ラップ処理の圧力、回転速度、スラリーの供給量などの条件を適切に設定することで、より高精度な加工が可能になります。例えば、圧力を一定に保つことで、均一な仕上げが得られるため、CNC制御のラップ盤を導入するのも効果的です。
導入の際に注意すべき点とコストシミュレーション
ラップ処理を導入する際には、設備投資やランニングコストを考慮する必要があります。特に、初期費用と運用コストを明確に把握し、適切な設備を選ぶことが重要です。
1. 設備投資コスト
ラップ盤の導入には、以下のようなコストが発生します。
- 片面ラップ盤:500万円~1000万円
- 両面ラップ盤:1000万円~3000万円
- CNC制御ラップ盤:3000万円以上
また、専用の治具やスラリー供給装置を追加する場合、さらにコストがかかります。
2. ランニングコスト
ラップ処理の運用には、以下の費用が発生します。
- 砥粒(スラリー)費用:月額10万円~50万円(使用量による)
- 電力消費:1台あたり月額5万円~10万円
- 定盤のメンテナンス:半年ごとに約50万円
3. 生産性とのバランス
ラップ処理は高精度な仕上げが可能ですが、加工時間が長く、生産効率が下がるリスクもあります。大量生産向けの自動機を導入するか、小ロット向けに手仕上げを活用するか、事前に生産計画を立てることが重要です。
まとめ|ラップ処理のポイントを押さえて最適な仕上げを
ラップ処理は、精密加工における仕上げ技術のひとつとして、半導体や光学部品、自動車、航空機などの分野で広く活用されています。適切な方法や材料を選ぶことで、精度の向上やコスト削減を実現できますが、そのためにはラップ処理の基本を理解し、適切な選択をすることが不可欠です。
余談な話|ステンレスカップをラップしてみたらこうなった
コップに水とか紅茶、コーヒーを入れて置いておくと、乾いて内側に水垢がこびりついてしまいます。
私は登山に行くときにモンベルのステンレス製コップを持っていき、山の頂上でコーヒーを飲んだりするのですが、登山から帰ってくるとコップの内側が汚れてしまうんですよね。
家で洗剤で洗ったあとに布巾で拭けばいいのですけど、乾燥棚の上にポンと置いて自然乾燥させたりもします。
するとコップの内側が水滴のあとみたいなものがポツポツと残ってしまうのです。

これを何とかしたい。。。
そう考えていたところ、ふと思いつたのが表面の凸凹をできる限り無くせば水滴が残りにくくなるので水垢がつかないのでは?
そうだ、鏡面磨きしよう!!!
ということで、コップの内面を鏡面磨き(ラップ処理)しました。
水垢がつきにくくなったステンレス製コップのできあがり
ステンレスの表面を磨くには、細かい研磨剤を付けて均一に擦るしかありません。
簡単そうで、簡単じゃないのが鏡面磨きです。
部品加工の世界でも、鏡面磨き(ラップ処理)の専門業者があるくらいで、素人がやるとキレイに磨けたように見えて実は磨けていないということもよくあります。
そんなことを言ってる私も、専門の磨き職人ではないので偉そうなことは言えませんが、偶然にも私の同級生にラップ処理の上手い者がいてるので、彼にお願いして磨いてもらいました。
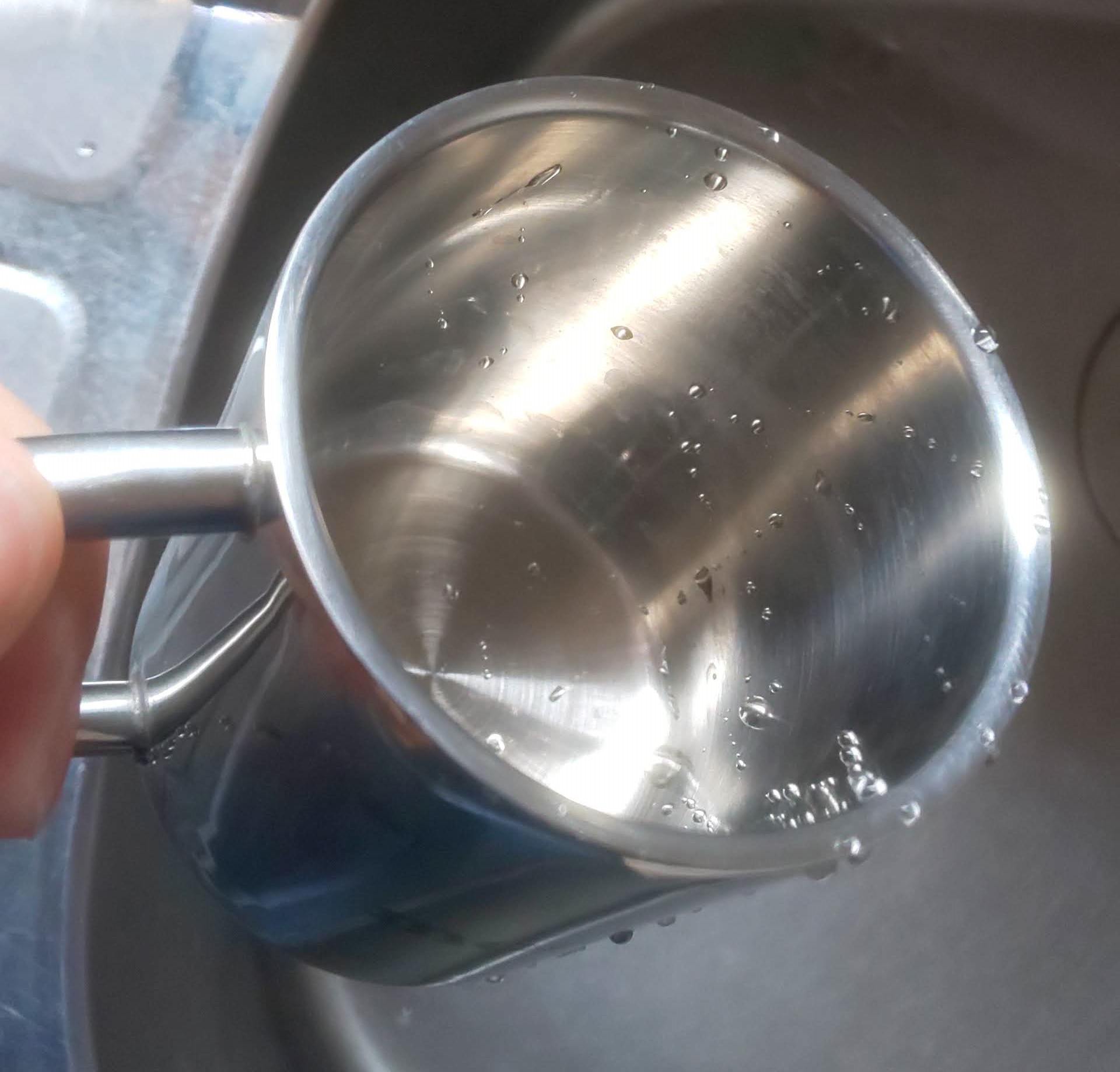
その結果がこちら。

どうですか?
ピッカピカです!
光が反射してまぶしい!!
こんなコップ見たことないでしょ?
ここまで磨くのに実に2時間かかったそうです。
機械でちゃちゃ~っとできると思っている人も多いかもしれませんが、手で磨くのですぐには終わらないのです。
では実際に水道水を入れてみた結果をお見せします。
鏡面磨きをしたコップとしていないコップそれぞれに水道水を入れて濡らします。
こちらは磨いていないコップ
こちらは磨いたコップ

乾燥させる前からすでに水滴の残り加減が全然違う。
並べてみると一目瞭然です。

鏡面磨きしたコップは水をはじくので、ちょっと振るだけでかなり水滴が取れます。
つまり、水滴が残らないので水垢がつかないということになる。
大成功です!!!
って当たり前なんですけど、私はコップの内側を鏡面磨きした製品って見かけたことないので斬新です。
コップの内側の汚れはクエン酸とか重曹とか使うと取れるよという情報はありますけど、そもそも汚れないコップがあればいいやんという話です。
洗うのも無駄に洗剤をつけたりゴシゴシと擦ったりする必要もないので、環境にもよろしいでしょう。
汚れがすごく落ちる洗剤もいいけど、汚れがつきにくいコップもいいです。
もしかすると、鍋をピッカピカに磨いたら、カレーを作ってもこびりついたりしにくいのでは!??
ラップ処理ってすごいでしょ?
一般の人は「ラップ処理」という言葉すら知らないと思いますが、このブログを見てくれた機会に覚えておいてもらえるといいかなぁと思います。
職人技の鏡面磨きです。