

あなたの工場では、加工した金属部品が磁気を帯びてしまって困った!!ということがありますか?
そんな時に活躍するのが、簡易脱磁機ですよね。

私の知り合いの工場にも、テーブル型の脱磁機を置いているところが多い気がします。
何て言っても使い方が超簡単ですからね(小学生でも使える)。
ところで、そんな脱磁機を使った脱磁の仕組みが分からない・・・というお悩みを最近聞いたので、このブログで紹介しておこうかなと思ったのです。
深掘りし過ぎずサラリと原理を紹介します。
これで「あぁ、そういうことか」と分かってもらえると良いかな。
鉄鋼が磁気を帯びてしまう理由
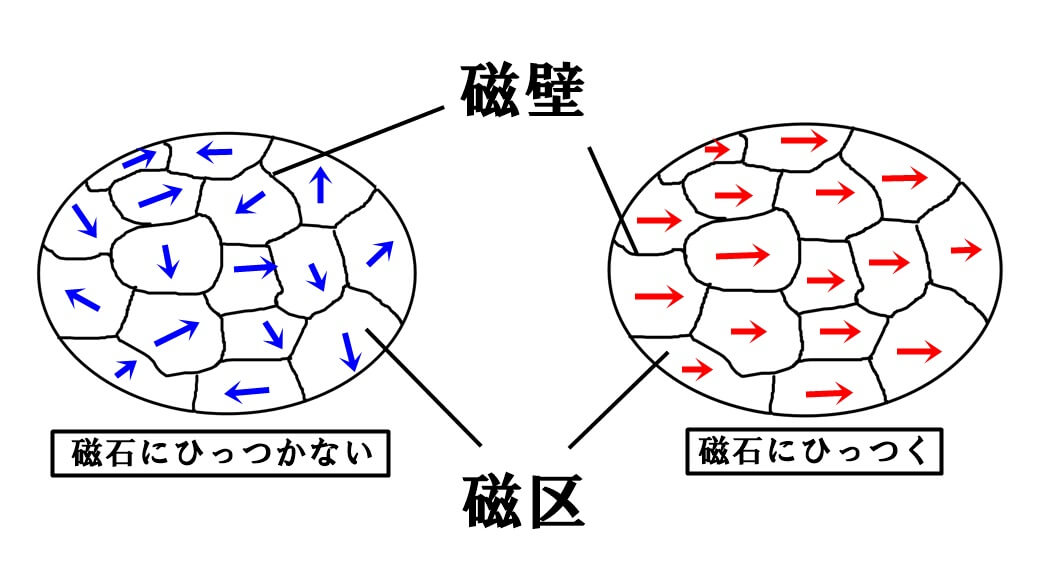
磁石がひっつく金属の中には磁区と呼ばれる小さな区切りがいくつも存在しています。
1つの磁区の中に小さな磁石が入っているイメージを持ってもらえれば分かりやすいですが、磁区には磁化がS-N極へ一方向に向いています(1つの磁区内では磁気モーメントの向きがそろっている)。
1つ1つの磁区は磁壁と呼ばれる仕切りで隔てられているのですが、鉄鋼が磁気を持つというのは、いくつもある各磁区の磁化方向が全部同じ方向に向いてしまうということです。
鉄鋼が磁化してしまう(磁気を帯びてしまう)理由にはいくつかあり、部品加工をしている工場ですと切削したり研磨したりすることが原因になります。
特に研磨は砥石を金属に擦り付けることになるので、切削よりもかなり高い応力が加わるので磁化しやすいと言えます。
切削も切削抵抗が高い加工ほど磁化しやすいので注意が必要です。
他にはマグネットチャック、マグネットバイスを使うことで磁気を帯びることもよくありますね。
とにかく磁気を帯びてしまった鉄鋼を脱磁するためには、磁区の方向を不定方向に乱れさせればよいということになります。
脱磁の方法と原理
私たちのような小さな町工場などでよく使う脱磁機としてはテーブル型のものが多い気がします。
有名なメーカーとしてはカネテックでしょうか。
脱磁機の電源を入れたあと、テーブルの上に磁気を帯びてしまった部品(ワーク)をゆっくりと反復スライドさせることで脱磁できます。
「ゆっくりと」反復させるというのが重要です。
何故か?
その理由は次に書くとおりです。
脱磁の原理は交流電流をコイルに流すことで交番磁界を発生させ、交番磁界の上にワークをゆっくり滑らせると、減衰交番磁界を作用させることができるというものです。
そんなこと書かれても、なんだかよく分からん!!ということでしょう(笑)
まず、電流には直流と交流があるというのは知っているでしょうか?
小学校の理科で習うことですが
直流・・・乾電池
交流(交番電流)・・・コンセントからの電流
と覚えておくといいです。
直流では常に一定方向に流れる電気のことで、交流では時間とともに電流の向きが入れ替わる電気のことです。
つまり、交流は電流の向きが常に入れ替わっていて、1秒間に50回もしくは60回の周期で入れ替わるようになっているのです。
これが50Hzとか60Hzと表記されるものです。
電気スタンドなどの照明器具に「50Hz(東日本)、60Hz(西日本)」という切り替えのスイッチがついているものがありますよね。
これは、西日本と東日本で交流の周波数が異なるからです。
まぁ、今はこの話、どうでもいいんですけどね。
話を戻しましょう。
電気をコイル(導線)に流すと磁場が発生します。
フレミングの左手の法則というやつです。
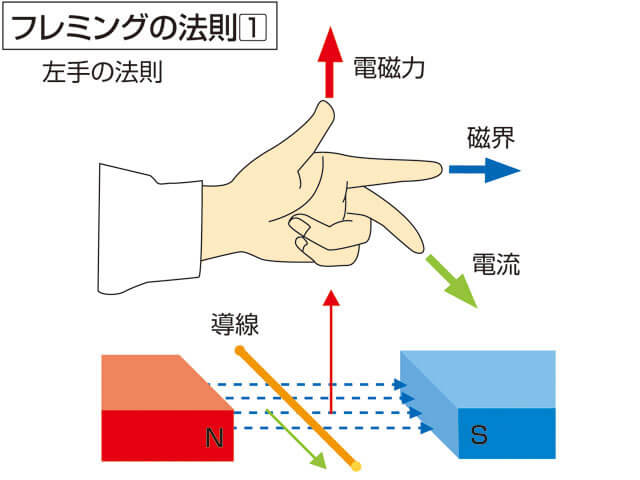
つまり、脱磁機に電気を流すと磁場が発生するということになります。
直流電流を流した場合だと、一定方向の磁場しか発生しませんが、交流電流を流すとどうでしょうか?
電気の周波数こそが電流の入れ替わり頻度のことですから、一定周期で入れ替わる交流電流を流すということは一定周期で磁場の向きも入れ替わるということになりますね。
磁場(磁界)の強さは、流れた電流の強さに応じて変化します。
つまり、交流電流が流れたコイルに近づけば近づくほど強い磁場になるということ。
しかも、その磁場は交流電流によって向きが常に入れ替わり動いていることになります。
うちの会社にあるテーブル型の脱磁機の場合、中央部分が一番磁場が強くて端に行くほど磁場が弱くなります。
しかも交流電流を流しているので、磁場も交流磁場になっているんです。
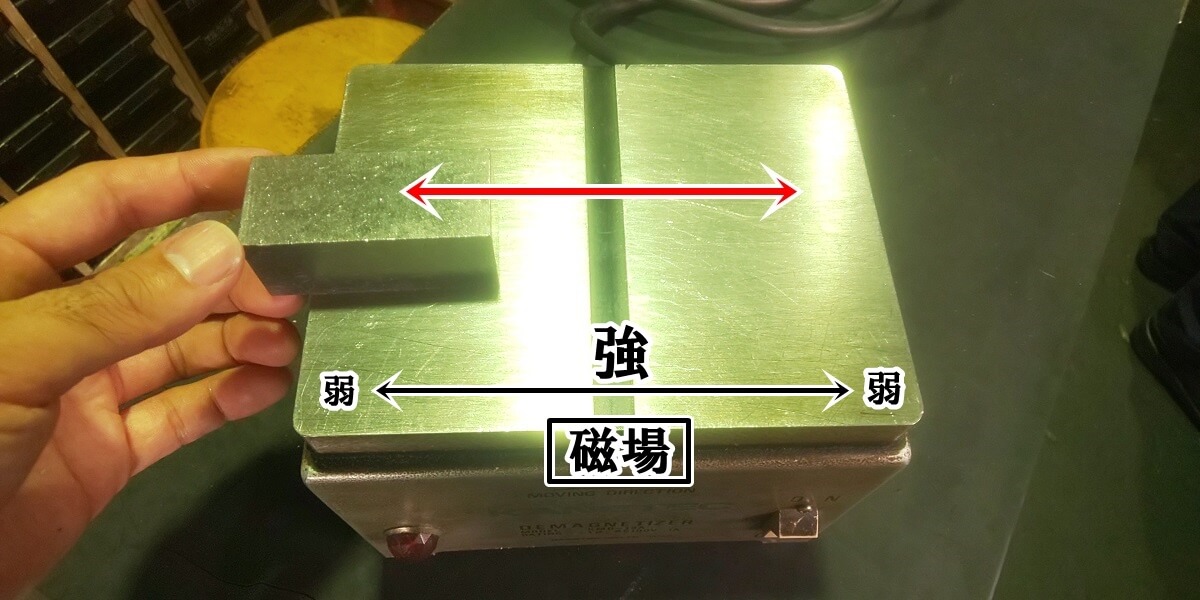
磁気を帯びて困っている鋼材をこのテーブルの上で左右にゆっくりと反復スライドさせていると、脱磁ができます。
これは磁気を帯びている(磁区内で磁化方向が同じ方向に向いている)状態のものが、脱磁機の磁界によって乱されるからです。
「ゆっくりとスライドさせる」ことが重要なのは、鋼材がコイルの上を通過する時々で影響を受ける磁場の強さや向きが鋼材の部位によって変わるからです。
もしも、磁気を帯びていない鋼材を電源を入れた脱磁機の中央部(コイルの上)に置いておき、電源を切ると磁気を持つようになります。
何故なら、ある点の磁場と共鳴して磁区内の磁化方向が整列してしまうからです。
なので、脱磁をする時は鋼材をテーブルから離してから電源を切りましょう。
まとめ
どうでしたでしょうか?
何となく脱磁の原理が分かったでしょうか。
原理が分かったからと言って、どうってことは無いのですが、今度は金属加工をしていると磁気を帯びてしまうような現象が起こることに対して疑問を持ちませんか?
特に、切削加工よりも研削の方が磁化しやすいということにも気づくかもしれません。
その理由についてはまた今度。

