

「あっ!そのマシニングは50番ですね?結構剛性強いですよね?」
なんてことを社外の人から言われて
「50番とか何言ってんの? やべっ! わかんねー(汗)」
ということありますよね。
フライス加工の初心者さん、新人社員だと ”あるある” な話なんです。
みんながよく言うマシニングの30番、40番、50番とは何かを知らないと会話についていけなくなってしまいますので、ここで概要だけでも覚えておきましょう。
マシニングセンタの30番、40番というのは、主軸に差し込むシャンクの大きさのこと
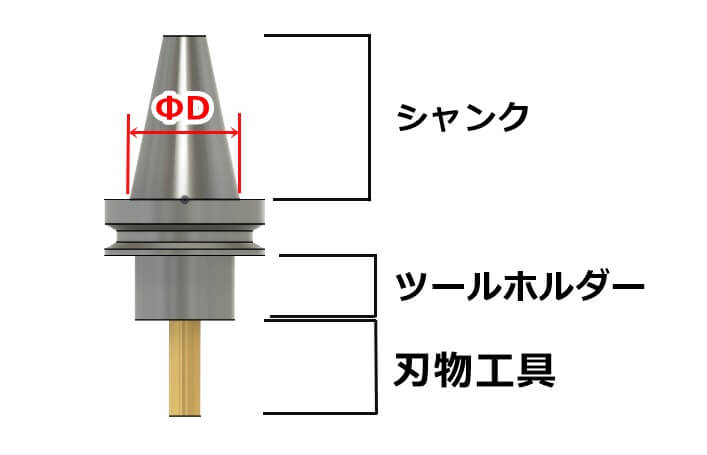
マシニングで使用する工具を保持するツーリングは、工具を把持するツールホルダーと、ツールホルダーをマシニングに固定するシャンクで構成されています。
ツールホルダーにはドリルチャックやコレット、焼きバメチャックなど色々な種類がありますが、シャンクにも種類があります。
そのシャンクの種類(大きさ)を示すのが「30番」とか「40番」という数字です。
これから新しくマシニングセンタを導入しようかと考えている人にとって、シャンクを何番にするかというのは迷うところかなと思いますが
あなたが、これから加工したいものが何かによって変えないといけません。
高速切削をしたいのか、重切削でバリバリ削りたいのかなど。
こういった内容の会話についていくためには、シャンクの番定のことを知らないといけないということです。
ツールシャンクの規格一覧
シャンクのテーパー角度は、7/24テーパーと規格で定まっていて、番定によって先ほどの画像で示すΦD(シャンクの一番太い部分)の大きさが変わるものだと理解してもらえればよいです。
| BT30 | ΦD=31.75mm |
| BT35 | ΦD=38.1mm |
| BT40 | ΦD=44.45mm |
| BT45 | ΦD=57.15mm |
| BT50 | ΦD=69.85mm |
| BT55 | ΦD=88.9mm |
| BT60 | ΦD=107.95mm |
シャンクの規格(種類)はけっこうあります。
このほかにも番定の大きい規格のシャンクはありますが、だいたいはこの表にあるサイズのものを使用すると思います。
日本製のマシニングセンタを購入する場合、シャンクの規格はBTかBBTになると思いますが、私たちがよく30番、40番と言っているのはBT30とかBT40という規格のシャンクを指して呼んでいることになります。
BTとBBTの違いについては、別記事「シャンクBTとBBTの違いって何??」で紹介していますので参考にしてください。
これから新しくマシニングを導入する場合、めっちゃ重要になります!!
ツールシャンクの数字と性能の違い
シャンクの数字が大きくなればなるほどΦDが大きくなるので、その分、剛性がアップします。
なので、大きな工具を取り付けたりして重切削する場合にはシャンクの番定が大きなものを選択する必要があります。
ちなみに、私が個人的によく聞くのは、30番、40番、50番です。
60番とかそれ以上はかなり大きな機械じゃないと使うことはありません。
基本的には、小径刃物を使ってS10,000(10,000rpm)以上の回転数で加工したい場合には30番、40番の機械を使うことが多く、小型機械になる傾向があります。
ホルダーの重量も軽いので、高速回転、高速切削に向いてます。
30番のシャンクだと、Φ16のエンドミルが限界かな・・・
一応、Φ16以上も使えるであろうと思いますがおススメできないということは、某機械メーカーからも聞いています。
一方、Φ16以上Φ20~くらいの径のエンドミルで加工する時には40番か50番を使いたいところです。
このくらいのサイズのエンドミルになると、そこまで高速回転することもない代わりに主軸の剛性が求められるようになります。
焼入れした材料をガッツリ削りたいとか、少し大きなフェースミル(フルバック)を使いたいというのであれば50番以上は選んでおきたいところです。
まとめ
ということで、マシニングの30番とか40番って何?という話については、シャンクの大きさの違いを示しているということでした。
30番だとシャンクの径が約30mm程度なので、握りこぶしくらいの大きさになります。
結構小さいなと思うでしょう。
剛性も弱いですが、その分高速回転での切削に向いているということになり、高速切削で少しずつ削っていくという加工方法に向いています。
アルミや樹脂の加工を主にしている場合は30番を選ぶとよいでしょう。
一方で、S50CやSCM、SKD、SKHなどの剛性の必要な金属の切削を主に行う場合は40番、50番を選ぶ方がベターです。

