
「マシニングのツーリングにはBTとBBTがあるって聞いたけど何が違うの?」と言われて
何のこっちゃ分からんぞ。。。
と言ってほったらかしにすることは、マシニングに関わる人にとってタブーです。
必ず知っておきましょう!
これから新しくマシニングを導入する場合もBTにするかBBTにするかを選ばないといけないのです。
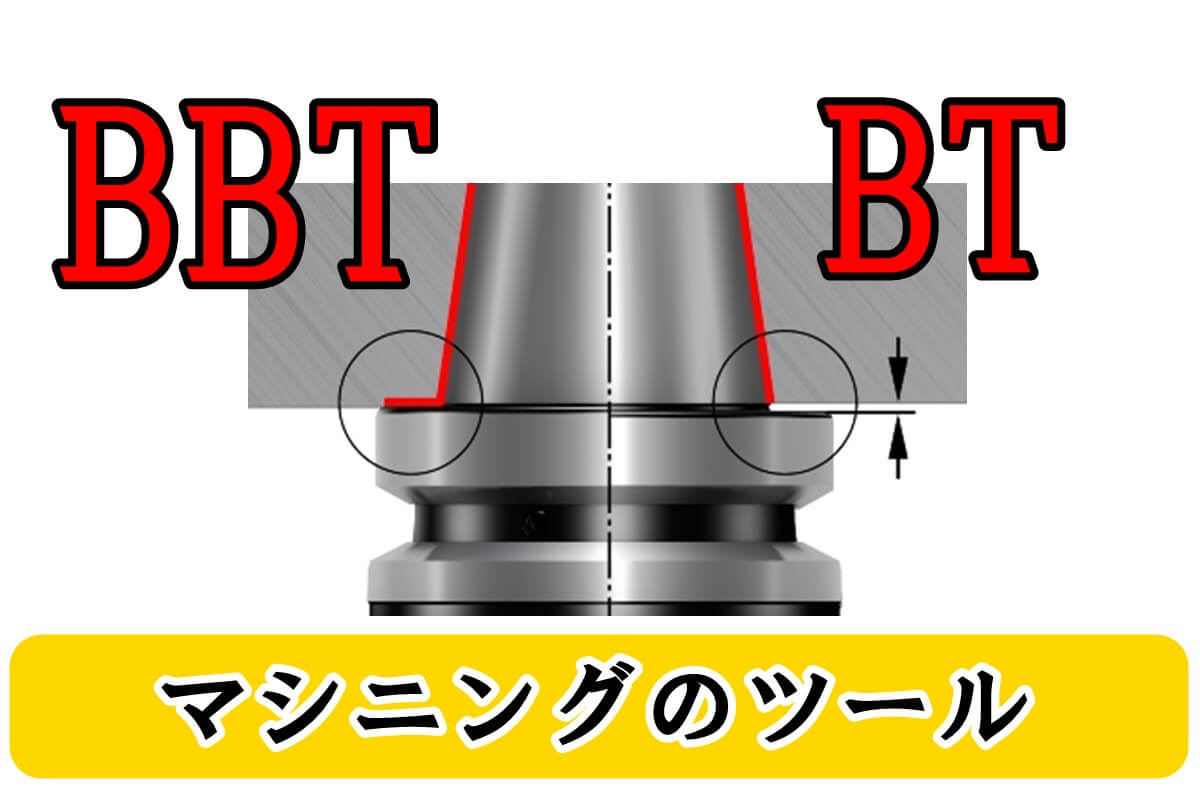
BBTは二面拘束のシャンク
引用:サンドビック
上図の左側がBBTシャンク、右側がBTシャンクです。
マシニングのツーリングは機械の主軸部分に結合するシャンクがBT、BBT共に7/24テーパーになっていて、ツーリングの先端に付いているプルスタッドが機械に引っ張り上げられることで固定されます。
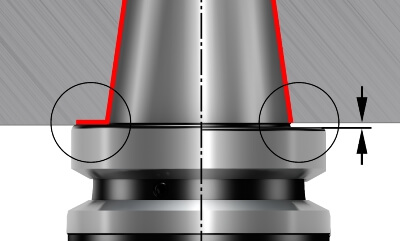
BTシャンクは主軸とシャンクがテーパー部分で密着して固定されますが、BBTシャンクではテーパー部に加えて、ツールのフランジ(ツバ部分)も密着して二面拘束されます。
自分が今使っているマシニングのツーリングがBTなのかBBTなのかは、マシニングの主軸にはまっているツーリングを見ればすぐわかりますよ。
フランジと機械の主軸の間に隙間があればBTです。
BBTは二面拘束するという点から機械の剛性アップに貢献するので、少しでも機械剛性が欲しいという場合は、BTではなくBBTを選んだ方がよいということが言えます。
また、振れが少なくなる分、機械加工精度も良くなる傾向にあります。
BTとBBTの互換性は?
BTもBBTもテーパーシャンクは7/24と角度が同じなので機械の主軸に入るという意味では互換性があります。
しかし、”BBT対応の主軸を持つ機械” があるように、必ずしもBBTとBTの両方をどのマシニングでも使えるというわけではありません。
それに、工具メーカーでもBBTとBTは機械主軸に応じて使い分けをすべきとしています。
例えばですが、細かい切削粉が舞うような素材を削る場合、BTとBBTを混在させてしまうと困ったことが起こります。
BTはツーリングと主軸に隙間ができますが、細かい切削粉が舞うと主軸面に付着することがあります。
そのような状況で続けてBBTを使うとどうなるでしょう?
BBTは機械主軸とフランジのツバが密着するため、もしも機械主軸に細かいゴミや切削粉が付着していたままツールが装着されると、フランジと機械主軸の間にゴミが挟まってしまうことになりますよね。
そうすると、装着した工具がわずかに傾いたまま加工することになり、加工精度が出なくなることもあります。
じゃあBBTに統一すれば、フランジのツバや機械主軸部分にゴミや切削粉が付かないのか?というと、100%付かないというわけではありません。
あくまでも、BBTに統一することで、よりトラブルは防ぎやすくなるということです。
BTとBBTどちらを選ぶべき?
これから新しいマシニングを導入することを考えている場合、おススメするのはBBTです。
今後もおそらくは、BBTがどんどん主流になっていくことと思います。
実際、工具メーカーのカタログを見ていてもBBTのものが多くなっています。
剛性に課題が残る30番テーパのシャンクでもBBTを選ぶことで機械剛性と加工精度の向上が望めます。
デメリットとしては、若干ですが工具費用が高価になるという点。
それでもメリットの方が上回るのでは。。。と個人的には思います。
>>>マシニングセンタのシャンク30番、40番って何?その意味とは

